2008年10月 「動輪組立(4)」
第一第三クランクピン端部には、サイドロッドの抜け落ちを防ぐためのフランジを取り付けるが、フランジ固定ボルトには、前進あるいは後退によって常にネジが緩む力が働く。そのため実機では、固定ネジを順ネジと逆ネジの二重にして緩みにくくしている。模型でもこれを再現した。外側はM8の細目、内側はM4とし、内側を逆ネジにした。加工には左用タップ&ダイスが必要である。ブレーキロッド加工用に買っておいたものが役に立った。


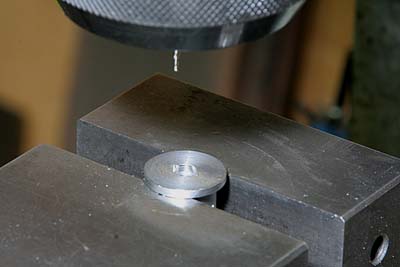
ネジはいずれもマイナスドライバーで回すが、外ネジはフランジを兼ねており、ドライバーを入れる溝が外周まで貫通していない。ここは1mmのエンドミルで溝を切った。

第二クランクピンは最初に表側の段差加工をして、反転して動輪への挿入部を加工した。四爪チャックで、1本は完全同心円に、もう1本は偏心チャックして加工する。適正偏心量は0.24mmなので、ダイヤルゲージのストロークが、2倍の0.48mmとなるように調整すれば良い。偏心させたピンには、偏心の方向をマーキングしておく。

実機の第二クランクピンには、リターンクランクを固定するためのキー溝と、貫通ボルトを逃げるための切り欠きが設けられている。キー溝に関しては、これで位置を決めるのは動輪よりさらに困難で(半径比が大きい)、動輪ほど目立つものではないので、WILLIAMと同様にテーパーピンで固定することにして省略。貫通ボルトの切り欠きだけ事前に加工した。横から切るのではなく、上からエンドミルを下ろしながら削る。加工が終わったら、マーキング位置を合わせて動輪に接着する。
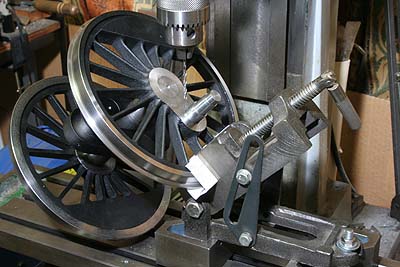
第二クランクピンには、リターンクランクの回転力が掛かるので、回り止めをする。ピンの偏心の方向がずれないようにする目的もある。アングルバイスで動輪を45度傾けて保持し、エンドミルでスタート穴を掘り、3mmのドリルを裏まで貫通させた。

ここに3mmのロールピンを、ボス面より下に完全に埋まるまで打ち込む。もしクランクピンを分解する必要が生じた場合、穴の反対側からピンを打ち抜くことができる。このままだと穴が非常に目立つが、完成後はサイドロッドのブッシュに隠れて全く見えなくなる。

完成した第二動輪。今度こそ、位相は合っている・・・はず!
第二動輪のカウンターウェイトが大きく傾いているのがC53の特徴だが、これは中央クランクの重量バランスを取るためである。しかし中央クランクの位相は、左右の動輪から120度ずれているのではなく、中央シリンダーの7.5度の傾きに対応して、位相差が127.5度と112.5度になっている。これに対して、左右の動輪は同じ鋳物を使っているため、左右のカウンターウェイトの和の位相差は120度にしかならない。この差を埋めるため、中央クランク自体にも変形バランスウェイトが付いている(初期型には付いていない)。凝った設計ではあるが、本来、回転のバランシングは同一面内で行うべきものであり、このように距離を離してバランスさせると、車軸がすりこぎ運動を起こして振動の原因になる。
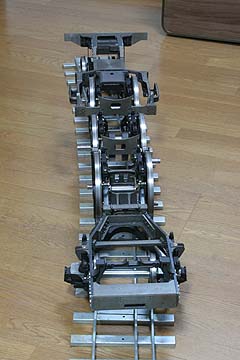
主台枠に動輪を組み込み、先台車、従台車も取り付けて、下まわりが形になった。ちなみに、実物のC53は動輪の摩耗が激しく、何度も削り直して動輪径がかなり小さくなった状態で運用されていたようだが、模型では設計どおりの1750mmでスケールダウンしている。ただし、タイヤを薄く見せるためにリムの内径をやや拡大している。これは先輪についても同じである。

OSの半径7.5メートル曲線上を転がしてみた。脱線はしないが、ガリガリとこすれる音がする。よく見ると、第二動輪のフランジと、後釣合梁受鋳物がこすれていることがわかった。
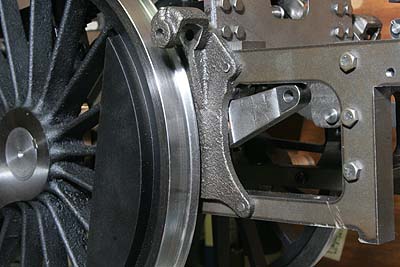
後釣合梁受鋳物は、実機でも設計に余裕がなく、模型では動輪の横動を入れたことでますます厳しくなったのだ。鋳物の寸法を確認すると、設計よりも厚さが0.5mmほど厚くなっていた。写真は、第三動輪を取り外した状態で撮影したもの。

鋳物を取り外し、正面をエンドミルで削って、厚さを設計どおりに修正した。さらに中央の微妙な突起部のディテールを削り取って、クリアランスを拡大した。写真左が修正後で右が修正前。固定ボルトは長めのものに交換して根元にナットを入れ、鋳物からの突出量を調整してナットで締め付けるようにした。動輪を入れて再テストすると、今度は干渉なくR7.5m曲線を通過した。しかしまだ安心はできない。ブレーキシューとサイドロッド、そしてシリンダーの尻棒が問題である。