< Driving Wheel Assembly 4 >
The first and third crankpins have coaxial
double screws of right and left handed threads,
so as to prevent the slack. I employed fine
8 mm thread and L.H. 4 mm thread for them.


Both screws have slits for screwdriver. The
outer slit is cut by 1 mm end mill.

One of the second crankpins should be eccentric.
First, rod side of the crankpin is turned
in the lathe, then the job is reversed and
chucked in a desired eccentricity - 0.24
mm, and wheel side of the crankpin is turned.
Note the swing of DTI should be twice as
the eccentricity. Before release, the eccentric
direction has to be marked out.

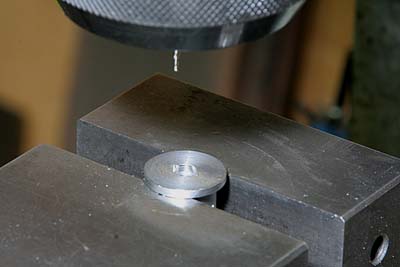
'Return crank' will be onto the second crankpin.
It will be tightened with a cross screw.
The photo shows cutting a recess for the
cross screw. After that, the crank pin is
glued into the driving wheel in desired angle.
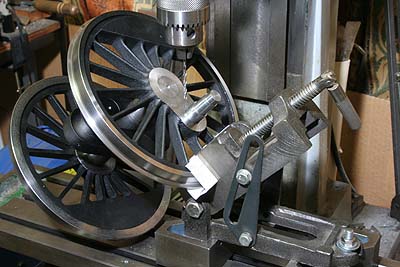
Only the second crankpin will receive rotation
force by the return crank, so it should be
fixed firmly. I employ 3 mm spring pin. 45
degrees inclined hole is opened across the
crankpin and the wheel. First I cut a starting
hole with 3 mm end mill, and then drilled
the hole through.

The spring pin is hammered into the hole.
After assembly, the hole and the pin will
be hidden with 'side rod '.

Second driving wheel assembly was completed.
It is correct this time for sure!
All of wheels were fit on the main frame.
At length, it appears like a locomotive!

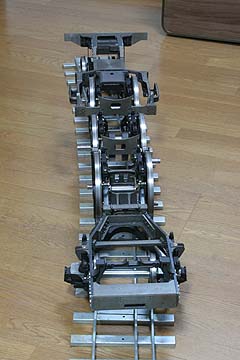
I tested the chassis on 7.5 meter radius
track. It did not derail but made rattling
noise in somewhere.
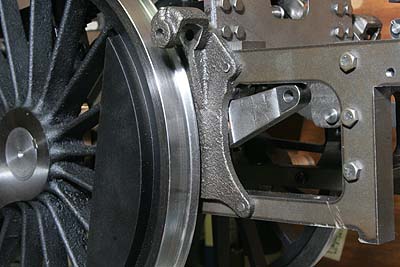
I found the second wheel was touching the
brake hanger casting. There is little clearance
even in full size design. Moreover the model's
wheel has axial play. So the wheel could
not clear the casting with the original design.

I milled down the thickness of the casting
from 5 mm to 4.5 mm. The photo shows the
castings before and after milling. Finally
the chassis cleared 7.5 meter radius track
without interference. But I cannot be relieved
because there will be many difficulties as
side rods, brake shoes and piston rod covers.