2009年11月 「ピストンバルブ」
実機の図面があるのでバルブ設計は実機に合わせる。しかしスケールどおりだとリードが0.8mmと過剰である。これを0.4mmに減らし、かわりにラップを3.6mmから4mmに増やす。ライブでは機関の慣性が低く、リードを取る必要はないと言われている。リードが過剰だと、実機と同様に発進不能位置が発生する可能性もある。バルブトラベルを実機どおりとすれば、ラップを増やした分、カットオフが減り、実機の80.2%に対して、75.6%となる。しかしフルギアを多用するライブの場合、カットオフは75%程度が適当である。
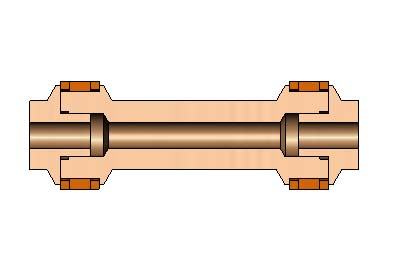
ピストンバルブの断面図を示す。中心の茶色の部分は空洞である。ピストンの外径は25mm。ポート幅が5mmでラップが4mmゆえ、弁体は9mm幅となる。このうち両端2mmをピストンリングとし、中央5mmをガイドリングとする。ガイドリングは蒸気室内でバルブを保持するためのもので、外径は蒸気室ブッシュとすべりばめになっている。ピストンリングは一箇所に切れ目があり、外径が蒸気室内壁に押し付けられてシールされる。底は浮いた状態となる。バルブは組み立て式で、ピストンリングとガイドリングを入れてキャップで固定する。そしてバルブ全体を6mmの穴が貫通していて、ここに5mmの弁棒が通る。弁棒はバルブを軸方向にだけ突き動かし、径方向はフリーである。これはライブのピストンバルブでお約束の構造。
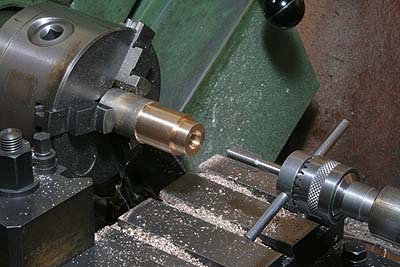
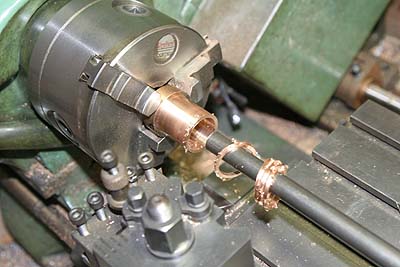
まず本体の加工から。砲金丸棒の両端を別々に加工する。段差加工と穴開けとタップ立てである。貫通穴は左右から半分ずつ掘って、中央で開通するようにした。タップサイズはM10*0.75。

心押しして中央のくびれ部分を加工する。突っ切りバイトで一部を削り、片刃バイトに持ち替えて必要全長を削った。
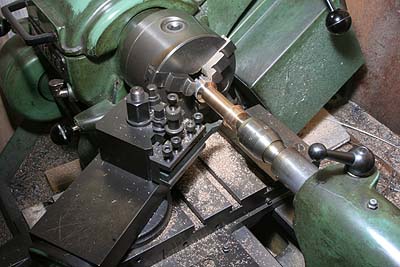
くびれの両端のテーパー部分を加工する。

レンチで締めるための平面をエンドミルで削り出せば、本体は完成となる。

続いて、砲金丸棒からキャップを作る。先にネジ側を加工してヤトイにねじ込み、外側を加工する。これをヤトイごとバイスにチャックし、レンチで締めるための平面を切る。
ピストンリングとガイドリングは快削リン青銅とした。ここで「快削」というのが重要で、材質はJIS規格のC5341またはC5441である。ピストンリングはまとめて内径、外径を仕上げる。外周はサンドペーパーで研磨した。これを必要サイズに突っ切っていく。切りはなす直前にバイトを退避させ、油目ヤスリで、突っ切り溝の外バリを除去しておく。ただしエッジの面取りをしてはいけない。

突っ切った材料の残りから、断面研磨用の治具を作った。ピストンリングをここに入れて、定盤の上に敷いたサンドペーパーの上で滑らせて、断面を研磨する。
2枚ずつまとめてギャップを切る。変形防止のため真鍮板で両側を保護して、ルーター用の砥石ビットで切断した。真鍮板は両面テープでバイスのアゴに貼り付けてあり、ピストンリングだけを交換して次々と切っていった。

完成したピストンリング。ちなみに外径は、蒸気室内径より、ギャップ幅÷πだけ大きくする。ただし押し縮めたときにギャップがおよそ0.1mm残るように設計している。リングが完全に密着していれば、円周方向で0.1mmの漏れは無視できる。それよりも、ギャップ不足でリングがかじりつく方がこわいのだ。

ガイドリングも同様にして作る。こちらはギャップは不要。外径、内径を仕上げ、所定の距離で突っ切っていく。

本体にピストンリングとガイドリングを入れ、キャップで固定する。キャップを締めたとき、ピストンリングがガタなく自由に伸縮できるように、ガイドリングの厚さを最終調整する。振動でキャップが緩まないように、耐熱性のロックタイト(648)で半永久固定した。

快削ステンレスから作った弁棒をセットする。両端はEリングで固定されているが、片方にはガタ調整用のリングを入れている。リングの厚さを微調整して、軸方向にガタがなく、径方向に自由に動けるようにする。