< Pistons >
Next component is the piston of the main
bore. The cylinder block is made of gunmetal,
so I employed phosphor bronze for the pistons.
They are sealed by O-rings. Only one O-ring
can be used here because of steam port location.
Piston and piston rod are joined with taper
connection. With fixing top slider angle
of the lathe, a hole and an axle can be finished
truly the same taper angle.

The piston has a step as a bush part. First
the step is cut and the job is reversed in
three-jaw. Then thickness and diameter are
finished, although the diameter is not the
final value. Also the center hole is opened.

The piton's taper hole is finished here.
The boring tool is held upside down in the
tool post and the job is cut at right side
of the hole, so as to keep top slider's angle
for the next piston rod turning.

The piston rod is centered truly in four-jaw
and turned the taper. Incidentally, threaded
part at the tip of the piston rod should
be finished before the operation.
The piston is inserted and a nut is tightened.
Moreover, the piston and rod are permanently
fixed with a taper pin. The photo shows finishing
taper pin hole with a taper pin reamer.



Again the piston rod is truly centered, and
then the piston diameter and O-ring groove
are finished. The piston diameter should
not be finished too tight in the cylinder,
otherwise it is stuck in the cylinder due
to heat expansion. In this case, the piston
has 0.1 mm play in diameter in the cylinder
bore. The O-ring groove diameter is determined
by O-ring compression.

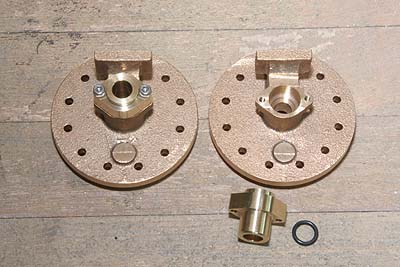
The photo shows finished piston and piston
rod with O-ring. The piston is barely moved
in the cylinder by hand. It is proper tightness.

Finally I made a piston gland from brass
round bar. The diamond shaped flange is milled
in the rotary table after rough turning in
the lathe.
The piston gland is also sealed by O-ring.
The cylinder back cover is bored in two steps.
The inner step is O-ring chamber and the
outer step is bush for gland. When I tighten
the gland by screws, the O-ring is squeezed
only in the direction of radius.
Main components of the cylinder are finished.
But many parts as snifting valves, drain
valves, safety valves and cylinder wrappings
are still remained.
In September, I will be transferred to Kyushu
(south island in Japan) office. I have to
move again with my family. This is the third
time of migration counted from the start
of this hobby, so it is a business as usual.
But the luggage is increased with Modela
and the loco under construction itself. I
don't want to disassemble the loco, so I
prepared a container for it.
The loco weight with the container is 80
kg. The container is made from Yazaki's Creform
system. 20 days after I put the loco into
it, the main frame was already warped for
its heaviness. I will have to reinforce the
container before carrying completed loco.

So the construction report will stop again.
Maybe I will return in October.