2018年12月 「炭水車軸箱」
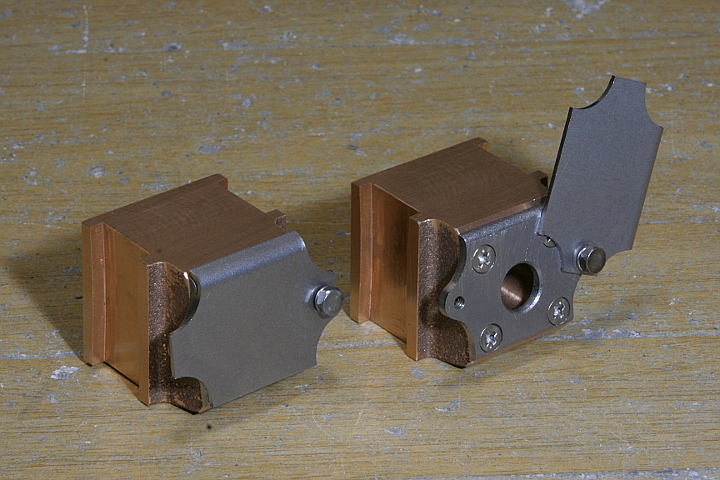
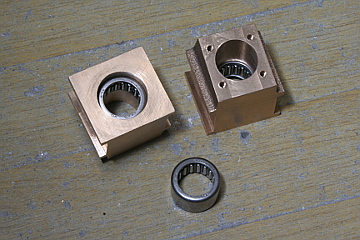
次は軸箱である。最初に完成写真を示す。本体は砲金鋳物からの加工で、裏からローラーベアリングが圧入されている。表面にはカバーが付くが、カバーを固定するための耳を鋳物で表現するのは困難だったので、レーザー加工の別部品とした。これを軸箱の表面にねじ止めし、その上にカバーを付ける。カバーは片側の耳に回転軸があって、回転させて開けるようになっている。カバーの上端はフランジ加工されていて、水平位置からそれ以上下がらないようになっている。

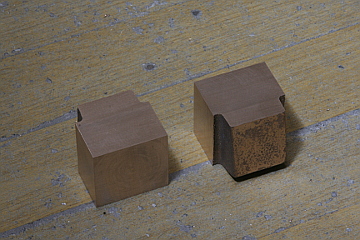
軸箱本体の砲金鋳物。鋳造代節約のため4個で1本の鋳物として注文し、帯ノコで切り離した。
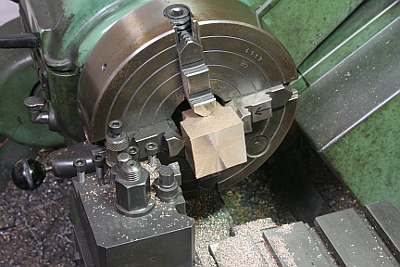
旋盤の四爪チャックで底面を仕上げる。以後はフライス盤で加工となるが、ここだけ削る量が多いので、効率を上げるため旋盤で加工した。
残りの面はバイスチャックしてフライカッターで仕上げた。三方向の面がお互いに垂直になるように仕上げるため、縦方向の直角はバイスのジョーで出し、横方向はスコヤを立てて出した。前面の斜面を除き、5面を仕上げた。

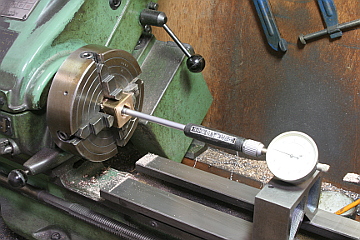
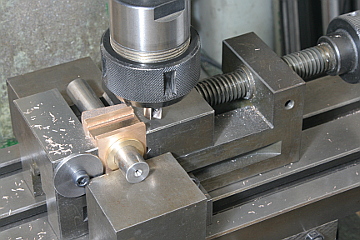
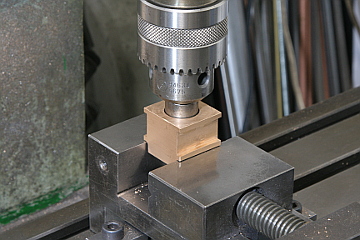
ここで軸穴を開ける。ハイトゲージで位置をけがいてポンチを打ち、四爪チャックで「テストインジケータ」で芯出しをして、ドリルと中繰りバイトで仕上げる。チャック傷の防止のため、軸箱と四爪の間に、L型に曲げた真鍮板を2枚、対角線状に挟んでいる。
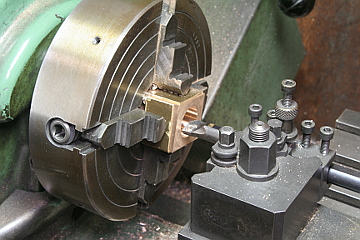
ここはローラーベアリングを圧入するので、穴は段差穴とする。挿入部の径を正確に仕上げるため、シリンダーゲージで内径を測定して追い込んだ。ベアリングの外径が21.04mmで、穴を21.01〜21.02mmに仕上げた。
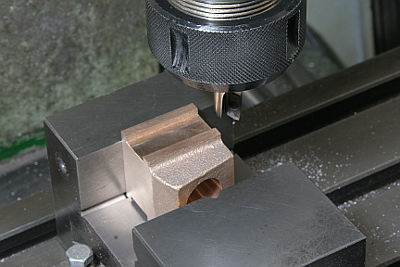
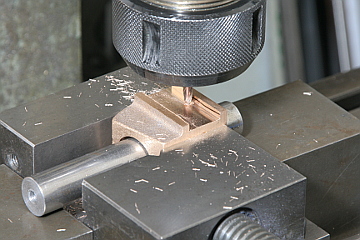
左右のスロットを加工する。まずバイスチャックで、仕上げ0.2mmを残して荒削りをする。
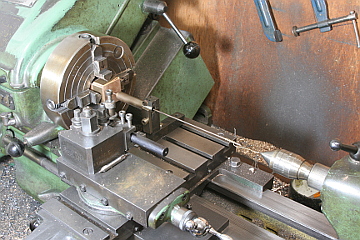
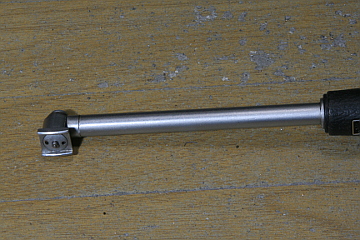
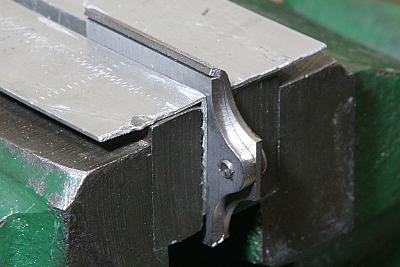
軸を基準にして左右を対称に仕上げるため、写真のような治具を用いてセットアップした。穴が段差穴なので、鋼丸棒と真鍮ブッシュを組み合わせた治具にしている。エンドミルの高さ一定ですべての面を仕上げた。バイスをステージと平行に固定しているのは、フライスのX方向の自動送りを使うためである。

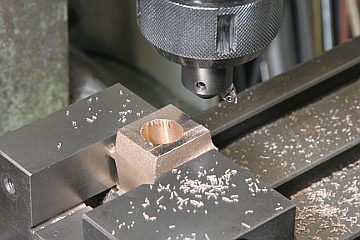
スリットは車軸の左右傾きを許容するため、上下をテーパーに開いてつづみ状に加工する。ステージにバイスを所定の角度傾けて固定し、細い4mmのエンドミルで、必要部分だけ加工した。
前面の斜面をフライカッターで仕上げた。右の写真は廃材を利用した角度治具。

ここでローラーベアリングを圧入する。圧入には、フライス盤の主軸スライダーを用いた。バイスを開いてフランジ部分を引っかけ、丸棒で押し込んだ。穴の内径のばらつきにより、多少とも圧入固さにばらつきがあった。なお、軸箱の段差穴の小さい側は、ベアリングケースの内径より大きくしておかなければならない。さもないと、ベアリング交換時に反対側から押し出せなくなる。
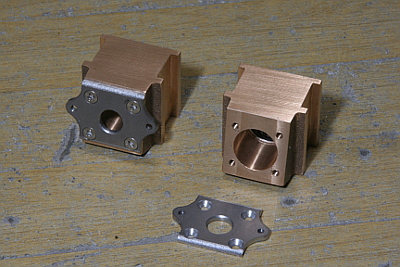
軸箱の前面に付ける中間板は、2.3mmの酸洗い鋼板で、レーザー加工したものである。バイスに固定して、ステージの座標管理で穴を開けた。ボルトの頭が出ないように皿穴加工をする。両端の耳の位置の穴は、カバーを固定するためのネジ穴である。左右にあるが、実際に使うのは片側のみで、車体の右と左で使う側が違っている。中央の穴は、ベアリングに注油するための穴。上下端は、Rカッターでフィレット加工している。


カバーは1.2mmのレーザー加工板で、片側に穴を開けて中間板と固定する。上端のフランジ部分は、中間板を型板として板金加工する。万力でしっかり挟み、鋼材のエッジを当ててハンマーで叩いて加工した。カバーと中間板はこの時点で組み合わせを決めて刻印を打っておく。
軸箱に中間板をねじ止めする。軸箱の穴もフライスのステージ座標管理で開けている。座標で位置を決めると位置精度が出せるので、現物合わせしなくてもピッタリ合う。

実物はカバーの固定ボルトにスプリングが入っており、カバーを本体に押し付けている。模型では、同じ機能として、スプリングワッシャで代用した。ボルトを中間板にねじ込んで、裏をロックナットで固定する。

軸箱ができたところで、車軸の段差加工を追加する。圧入したベアリングへのはめ合いを調整して仕上げる。ここも調整後に組み合わせを決めて刻印を打っておく。
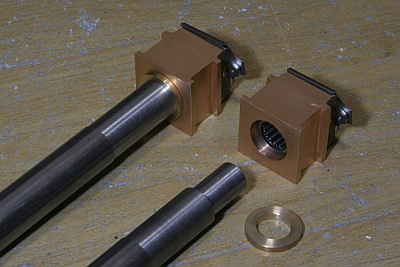
車軸と軸箱の間には、車軸の遊び調整用の真鍮リングを入れる。リングは軸箱の裏面に当たり、車軸の段差部分がベアリングの側面に直接当たるのを防いでいる。