< Smokebox 1 >
Next I will make the smokebox in order to mount the boiler on the chassis.
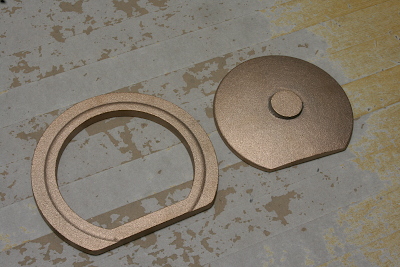
The smokebox door and the front ring are prepared as gunmetal castings. The C53's smokebox bottom is cut straight so as to keep the Gresley valve gear under it. Note the door casting has a wide pedestal to be chucked firmly in the lathe.
The photos show the casting patterns. The left photo shows the smokebox door pattern. In the photo, the left is base plate to support the pattern and the right is the pattern itself that has profiles in both sides. The right photo shows the front ring's pattern that has simple one side profile. As usual, the patterns were cut by Modela from chemical wool blanks.


Start from the smokebox door. Chuck the pedestal in four-jaw, finish the back face and the circumferential face, drill and ream the center hole. Only the bottom flat face has to be finished by milling.
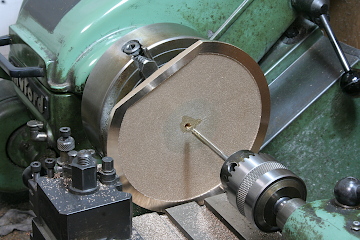

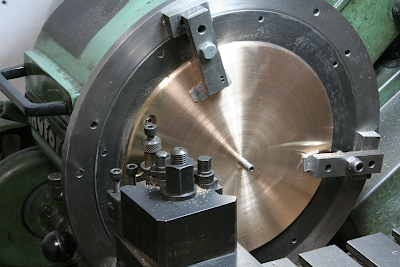
In order to hold the smokebox door back face in the lathe, I employed the extended face plate for the driving wheels again. Only the arbor is prepared anew.
Set the smokebox door on the plate and fix by a nut. The chord cut area is packed by a brass arc, in order to finish the circle by a file. It also prevents the smokebox door from slipping on the face plate. Here I understood I should have prepared a full circle casting and cut the bottom chord after lathe turning.
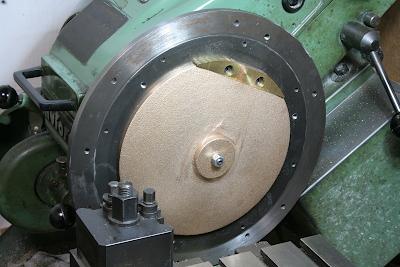
The door surface is roughly turned by inching a knife tool with calculated small steps. After that remove the steps by files and finish smoothly. Note the brass arc part became almost invisible.


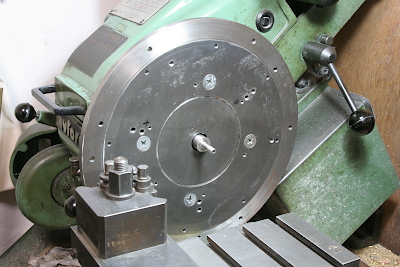
Clamp the finished outer area and turn off the center projection under the nut.
Finished smokebox door. Note the all faces except the inner back face were cleaned.



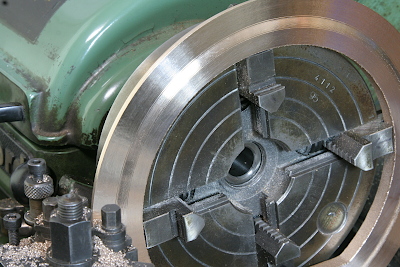
Next is the smokebox front ring. Chuck by outer jaws of four-jaw and finish the back face and the outer back step.
Reverse and finish the front face. The front face has rounded step. It was turned by inching a tool and finished by filing.
The inner circumferential face cannot be turned in the lathe because of the chord. It was cut by end mill on the rotary table.


Finished smokebox front ring. The all faces were cleaned.



The smokebox barrel is rolled from a steel plate. As my bend roll doesn't have enough capacity, I asked a local factory to laser cut and roll a steel plate. The steel plate thickness is 2.3 mm.
Next I will prepare small parts for smokebox assembly.