< Smokebox 4 >
This has been informed before, but the smokebox barrel was outsourced to cut and roll from 2.3 mm steel sheet. First the cylinder block top plate is mounted under the barrel. Drill pilot holes through, tap M4 threads in the top plate, remove the top plate and drill 4 mm holes in the barrel.



In order to scribe reference lines on the barrel in every 90 degrees, A steel tape measure is wound on each end of the barrel for marking. Finally three reverence lines are scribed on the barrel.
The smokebox front ring is secured in the barrel. Start with setting the vertical slider on the milling table. Fix the front ring on the vertical slider, and insert and fix the barrel on the front ring. Drill pilot holes through, remove the barrel and tap the front ring.



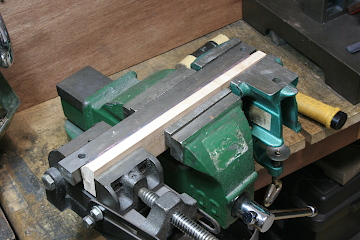
The prototype C53 loco has no rivet on the smokebox barrel, so I have to hide screws all. I employed M2.6 small head countersunk screws to fix the front ring. In the photo, the left one is the small head screw and the right one is a normal screw. Furthermore, I intend to fill up the head with metal putty before painting.
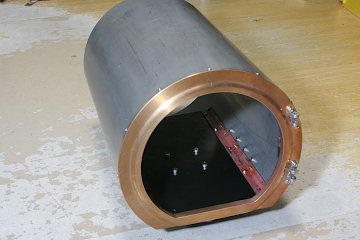
Mount the smokebox base plate between the barrel and the cylinder block top plate. The base plate and the barrel is fixed with two obtuse angles. They all are fixed together with screws and nuts. Note a support stick is employed to hold the barrel top against the clamp bar pushing the barrel from top.


The obtuse angles are made from copper plate. Annealed copper flat bars are bent by a plastic hammer. The former is made by hard maple.

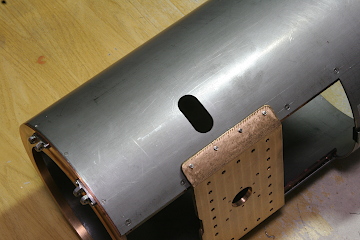
The hole for the chimney is opened by a hole cutter.
The steam pipes in both sides pass the barrel diagonally. Therefore the holes for the steam pipes should be long slot holes. Open two holes by a hole cutter, connect them by a fretsaw, and finish by filing.


The photo shows gunmetal castings for petticoat, chimney and chimney base. As always, I made wood patterns by Modela and asked a local foundry to cast them.
The left photo shows patterns for the chimney and the right photo shows patterns for the petticoat. The material is chemical wood. They both are divided pattern with a core. The coreboxes are common and were prepared for the Hunslet cylinder block castings.


The pattern for the chimney base is one body with a pedestal.


Before boring the chimney, I prepared an internal grooving tool holder. A commercial parting tool tip (2.2 mm width) is utilized for the holder.



I also prepared 40 mm dia. mandrel. It is just a round bar with two true center-drill holes in both ends.
I will introduce cutting works for the castings in the next time.