2022年9月 「過熱管」

まず完成写真を示す。ボイラーの大煙管は3本あり、過熱管は3系列となる。加減弁からの蒸気はウェットヘッダに入り、ここで分岐して3本の大煙管に入り、折り返してドライヘッダで集められ、左右の給気管に送られる。過熱管の本体は銅管で作り、高温になる折り返し部分のみステンレス製にした。銀ロウ付けで組み上げるが、ステンレス部品接合のみ黄銅ロウを用いた。
 煙室内部を横から見た断面図を示す。加減弁からの蒸気管は、煙室管板のブッシュから外に飛び出している(煙室管板の変形により傾いている)。ブッシュには過熱管の接続フランジが固定されるが、ブッシュ内のOリングは、軸方向と径方向の両方向に潰されていて、ボイラー内外をシールすると同時に、蒸気管の内外もシールしている。フランジの先の円は、ウェットヘッダの断面を示す。ウェットヘッダから出た銅管は大煙管に入り、戻った配管がドライヘッダ(左の円)に接続される。
煙室内部を横から見た断面図を示す。加減弁からの蒸気管は、煙室管板のブッシュから外に飛び出している(煙室管板の変形により傾いている)。ブッシュには過熱管の接続フランジが固定されるが、ブッシュ内のOリングは、軸方向と径方向の両方向に潰されていて、ボイラー内外をシールすると同時に、蒸気管の内外もシールしている。フランジの先の円は、ウェットヘッダの断面を示す。ウェットヘッダから出た銅管は大煙管に入り、戻った配管がドライヘッダ(左の円)に接続される。
過熱管の折り返し部品は、SUS303丸棒を加工して作った。銅管を接続する2穴を並べて開け、両者を短絡するクロス穴を開け、クロス穴の開口をプラグで塞ぐ。
ウェットヘッダ、ドライヘッダは直径20mmの銅管から作った。過熱管を接続する横穴を開ける。銅管の両端は、真鍮製のプラグで塞がれている。
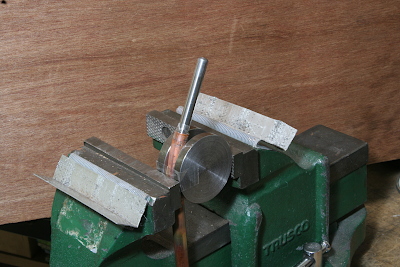
過熱管本体は、ヘッダの入口、出口で急激に曲がる。焼鈍して自作のローラーを使って曲げた。断面の先端には変形防止のために丸棒を入れている。
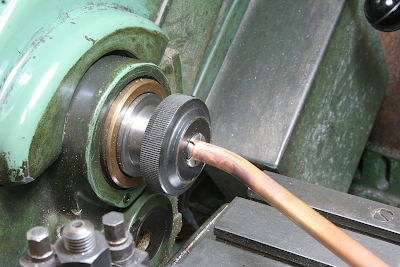
それでも断面の変形は免れなかった。先端を再焼鈍し、入口に丸棒を入れた状態で、外周を旋盤のコレットチャックで絞り、真円に戻した。

真鍮丸棒および六角棒から、給気管接続用のニップル、フェルール、ナットを作製した。このうち今回使うのは、左上のニップルのみ。
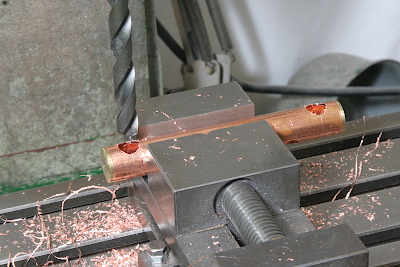
ウェットヘッダに過熱管を銀ロウ付けする。管を保持するため、反対側をフラットバーで挟んで固定した。



黄銅ロウを手配したが、このような特殊な材料を少量買うのは難しく、中国製の怪しいものしか手に入らなかった。使った感じでは、普通の真鍮線を使うのと大差はなかった。
折り返しのステンレス部品を黄銅ロウで付ける。保温なしでは溶解温度に達せず、耐火煉瓦で保温をした。それでも、銀ロウのように綺麗に流れない。



完成した過熱管の頭部アップ。3系列の空間配置はこのようになっている。

黄銅ロウ付けの流動性が悪く、ちゃんとシールされているかどうか自信がなかったので、漏れテストを実施した。コンプレッサーに接続する部品を用意し、ステンレス部分を水に浸して加圧し、気泡が出ないことを確認した。
過熱管をボイラーに取り付けた状態。


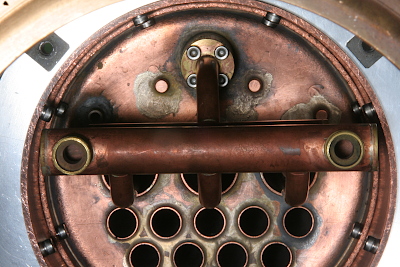
接続フランジは、M4キャップボルト4本でブッシュに固定される。ボルトは煙室前から見て陰にならないように配置されていて、煙室前から手を入れて過熱管を外せるようになっている。さらに、2本のヘッダーを前後に並べることで、煙管掃除をやりやすくしている。