2024年12月 「砂箱(3)」
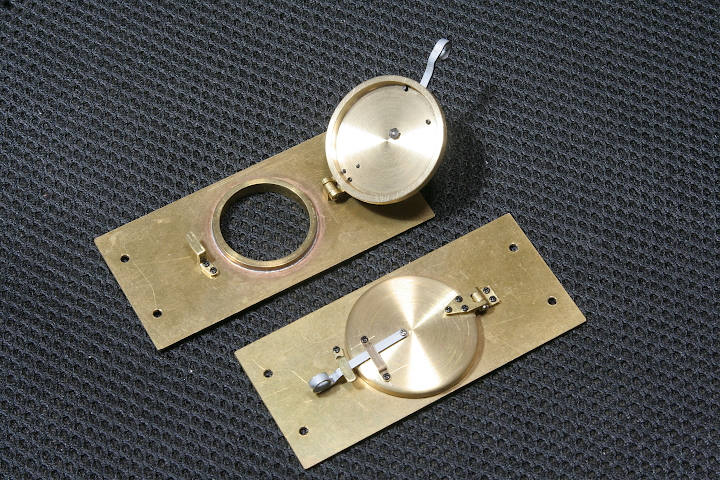
砂箱は油箱として用いるので、フタは開閉可能にしなければならない。どうせやるならということで、実物と全く同じ、ラッチで固定する構造にした。加工法をイメージしやすいように最初に完成状態を示す。

フタの直径は37mmあり、40mmの真鍮丸棒から作る。フタの表面はアールが付いており、いつものように旋盤で細かいステップを加工して、ヤスリで角を取って曲面に仕上げた。
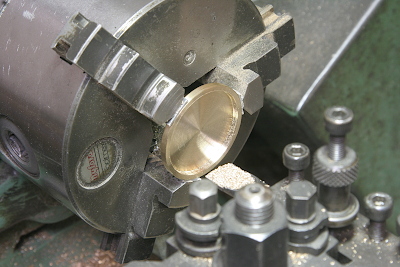
突っ切って反転させ、裏面の座繰り加工をする

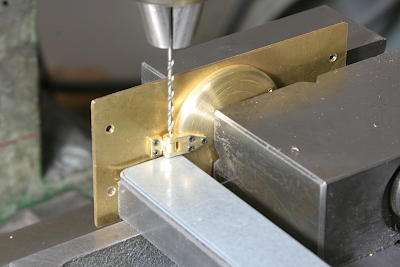
部品を取り付けるネジ穴を開ける。三爪チャックをそのままフライスに固定し、センターを出して座標管理で穴を開けた。

ヒンジとラッチの部品のうち、形状が複雑なものはロストワックスで作る。砂まき器と同様に、ワックス型をモデラで削り出す。写真はフタ側のヒンジ部品で、表面を加工後に型に入れて裏面を加工した状態。

仕上がったロストワックス。鋳造代を節約するためどれもニコイチで取っているので、これだとどこの部品かよくわからない。

鋳放し状態から糸鋸とヤスリで形状を仕上げ、必要な穴開けを済ませた状態。穴二つが天板側のヒンジ、穴三つがフタ側のヒンジ、クランク型のものがハンドルを引っ掛けるラッチ部品である。
フタと天板にそれぞれヒンジ部品を取り付けて重ね合わせ、ヒンジピンの通る穴をまとめて開ける。部品が小さいので変形しやすく、注意して穴を貫通させた。
ヒンジピンはSUS303丸棒から作った。片側にネジを切り、反対側はドライバーで回すためのスリ割りを入れた。


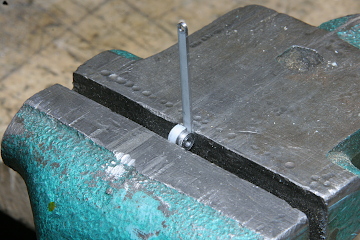
ハンドルの角度を制限する凸型のポケットはロストワックスではなく、真鍮の帯板を凸型に曲げて作った。写真のように平鋼で凹凸の金型を作り、万力で挟んで凸型に曲げた。両端の穴は金型に付けた状態で開けた。

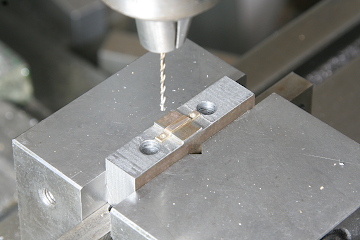

ポケットの両端は「ローラー法」でアール加工をした。穴を利用して鋼丸棒のローラーを取り付け、ローラーをガイドにヤスリで仕上げる。ヤスリを滑らせるとローラーは回転して削られず、加工物だけがローラーの断面形状に削られる。

ハンドルを整形するための金型を作る。平鋼の端部を正確なアールに仕上げるため、ここもローラー法で加工した。
ハンドルは0.8mmの鋼板から帯板を切り出し、曲げ加工する。まず、さきほどの金型でU字に曲げ、丸棒を入れてさらに曲げを追加し、「ρ」型に仕上げる。

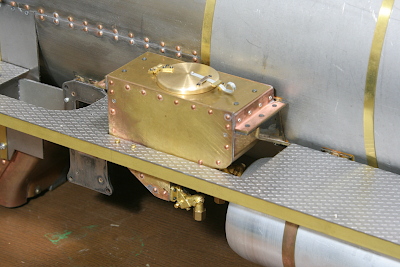
部品を組み立てて砂箱が完成。ボイラーカバーに取り付け、ランボードを取り付けた状態。
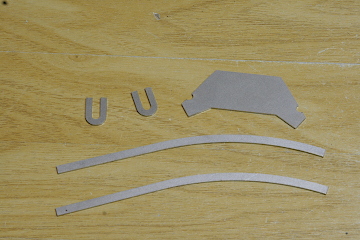
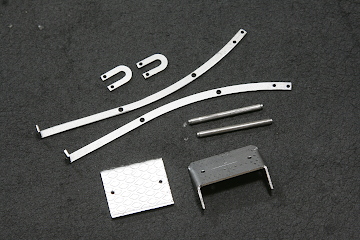
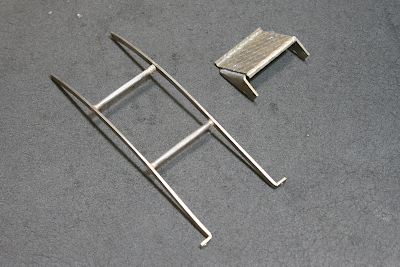
続いて、ボイラーの右側後方に取り付けるはしごを作った。左はレーザ加工で準備したパーツで、右はそれらを加工したもの。他の部品として網目板の天板、はしごの横棒も準備した。
はしご本体と天板部分をそれぞれ銀ロウ付けで組み上げる。
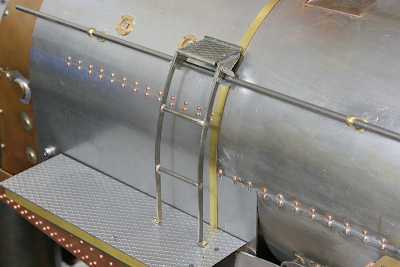
はしごを本体に取り付けた状態。下はランボードに固定され、上はU字型の部品でハンドレールに取り付けられる。