2011年3月 「シリンダーブロック(1)」
材料調達の都合により、主台枠の次はシリンダーブロックの加工を行った。砲金鋳物からの加工である。最初にお断りしておくと、私は先にボアを仕上げたが、ボアを基準にして上下左右の面を正確に出すのは困難であり、平面の方を先に仕上げて最後にボアを仕上げる方が楽である。しかし、ボアを加工してもし鋳物に巣が出現すれば、その時点でシリンダーはオシャカとなる。リスクを早い段階で解消するため、先にボアを加工した次第である。ちなみに、今回を含めて機関車3輌分のシリンダーを仕上げたが、ボアに巣が出現することは一度もなかった。

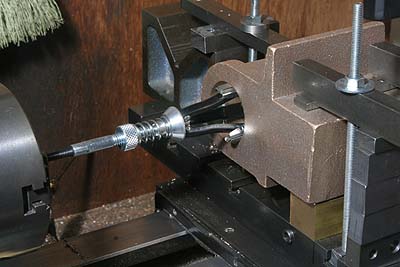
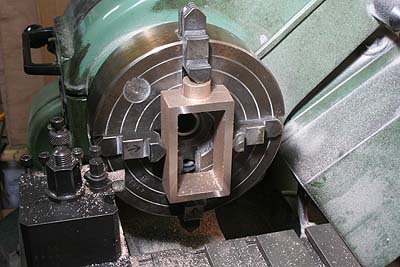
ボアの加工は、C53と同様に「裾えぐり」で加工する。前回はハイスドリルから作ったバイトの磨耗が早くて苦労したので、今回はスローアウェイチップを取り付けられるホルダーを自作した。

写真のセットアップで裾えぐりを実施。バイトを変えたお陰で、途中で切れ味が落ちることなく、仕上がりもきれいになった。
それでも一応、三又オイルストーンでラッピングを実施した。これもC53と同様である。
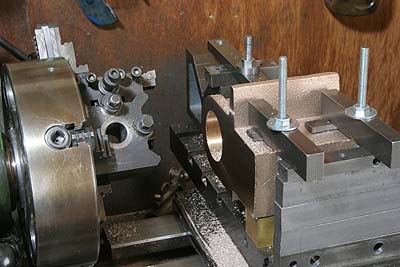
そのままのセットアップで、片側の端面をフライカッターで仕上げる。フライカッターは例によって、旋削用バイトをツールポストごと四爪チャックしたもの。

ついでに、バルブ摺動面を、同様にフライカッターで仕上げる。仕上げ位置は、ボアからの距離をノギスで測定して求めた。

フライスステージに固定して、反対側の端面を仕上げる。ラフィングエンドミルで荒削りして、フライカッターで仕上げた。フライカッターのホルダーは、サカイのミニフライス盤用を拡張したものだが、バイトは付属のハイスバイトではなく、さきほど使用したスローアウェイホルダーを使った。

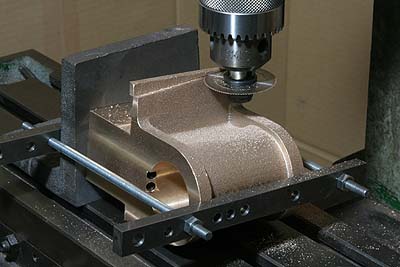
蒸気室の上面と上フランジの固定面を同時に加工する。ここもラフィングエンドミルで荒削り。この時点でボアを基準に上下削りしろを求めるのは困難であり、事前にボアを基準にして下フランジの下端面を仕上げ、そこを基準にセットアップしている。この後、下面と下フランジについても、同様に加工した。

バルブ摺動面にポートを切る。中央の穴は深さ10mmで、両端は8mmである。前者は5mm、後者は4mmのエンドミルで加工したが、底まで規定寸法に仕上げる必要はない。穴の周囲に0.2mmの仕上げしろを残して底まで掘り、最後に深さ2.5mmだけ周囲を削って最終寸法に仕上げた。

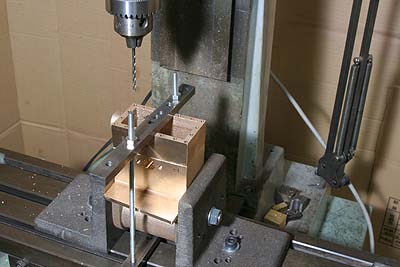
ボアとポートをドリルで貫通接続する。エンドミルで平行面を削り出してから、センタードリルでスタートして、6mmのドリルを貫通させた。深さは65mmもあり、途中でチャック位置を変えながら、ドリルのスパイラル部分をめいっぱい使ってやっと貫通。ここは本来、長穴にするのが好ましいが、加工が大変なので、穴2つを並べただけとした。
上のフランジを、メタルソーで斜めに切り取る。左右で切り取る方向は逆になる。鋳物の段階でここまで表現しなかったのは、左右のシリンダーの木型を共有するためである。
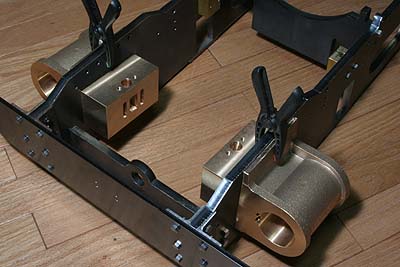
あとは排気管接続口と、下部にドレン弁取り付け穴を開けて、シリンダーブロック単独の加工が終わる。主台枠の穴に入れてみると、このような感じになる。ピストン軸は水平から6度傾いており、シリンダーブロックも斜めに取り付ける。
蒸気室も砲金鋳物を準備した。後部を除く外壁5面を規定寸法に仕上げる。後部はブッシュ部分の後端面のみを仕上げる。いずれも旋盤の四爪チャックで仕上げた。

ブッシュ部分はセンターをけがいて四爪で芯出しチャックして仕上げた。軸穴を貫通して、Oリングを納める段差加工とねじ切りを実施。なお、バルブ軸は内側モーションプレートでも保持されているので、蒸気室のガイド穴は後部のみ、それも短い穴で良い。

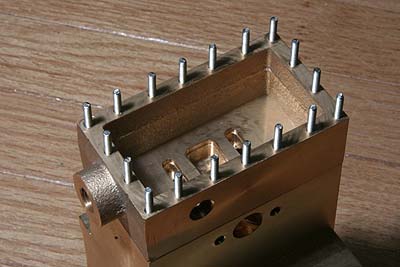
周囲にスタッド固定穴を開ける。基準の1穴のみケガいて、あとはステージの座標管理で開けた。ちなみに蒸気室の内部は、鋳肌を残したままである。合わせ木型なので中央に見切り面の境界線が見える。
蒸気室からシリンダーブロックへの移し開け。ドリルで皿モミを入れて蒸気室を取り、皿モミを頼りに小径の下穴を開けてタップを立てる。スライドバルブは、このあたりの作業に手間がかかる。
スライドバルブ摺動面をオイルストーンで研磨し、蒸気室を組み付ける。スタッドはM3のステンレス寸切りボルト。しかしこのままでは主台枠の穴を通らない。蒸気室のブッシュが邪魔なのだ。実際の組み立ては、先にシリンダーを主台枠に取り付け、蒸気室を内側から取り付けることになる。

蒸気室カバーは、6mm真鍮板を切り出して作った。この穴も、蒸気室から移し開ける。こちらは貫通穴。