< Outer Dome >
 The picture shows profiles of a typical outer
dome. The red lines indicate boundaries between
straight part and round part. Upper part
of the dome can be turned in the lathe, while
the base should be finished with files. The
left-hand picture shows a dome finished in
such a way. Specific angle of lighting makes
the red lines distinctive. So how is a full
size article? It may be seen as the right-hand
picture. It has warped boundary along the
warped base. Furthermore the upper boundary
of full size dome is not clear, because real
dome has 'transition curve' which is not
specified in a design. Maybe it is better
to finish only with files rather than machined
in the lathe.
The picture shows profiles of a typical outer
dome. The red lines indicate boundaries between
straight part and round part. Upper part
of the dome can be turned in the lathe, while
the base should be finished with files. The
left-hand picture shows a dome finished in
such a way. Specific angle of lighting makes
the red lines distinctive. So how is a full
size article? It may be seen as the right-hand
picture. It has warped boundary along the
warped base. Furthermore the upper boundary
of full size dome is not clear, because real
dome has 'transition curve' which is not
specified in a design. Maybe it is better
to finish only with files rather than machined
in the lathe.

The left-hand dome casting is of 5"
RAILMOTOR which I employed for my WILLIAM.
The right-hand one is the original. It shows
a difference of size between 1/12 scale and
1/16 scale. If two designs of dome are for
the same diameter boiler, each can be exchanged
like this.

I removed casting gate, burr and almost of
casting skin with a file, and carefully checked
profile of the job. Then I found it was not
symmetric enough, so I decided to finish
the job in the lathe.

Fly-cutting of the bottom in Keats vee block.
The radius should correspond to a diameter
of the boiler with lagging and cleading.

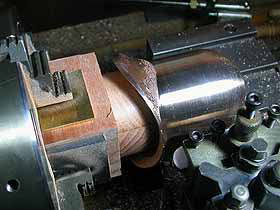
The whole job was moved to face plate in
the lathe and centered by DTI. It needs a
heavy balance weight to turn the job without
vibration.

Dome inside was bored for following operation.
Also O.D. of the base was finished temporary.
After turning a cherry wood mandrel to a
hard push fit of the dome, the dome was hammerd
into the mandrel. First, the middle straight
part and the top round part were finished.
I consciously filed 'transition curve' between
them. Then the base was partly turned with
a coin-shape tool, same as the chimney base.

The dome will be secured onto the inner dome
with a screw. Top hole for that is opened
here. I made a stepped hole to hide the screw
head.

The whole job was moved to a vise, then the
base was finished with files. Here I pay
attention to 'boundary' which I specified
at first, extending the straight part of
both sides toward the bottom with a flat
file, then finished with a half round file
and emery cloth. Incidentally, you can obtain
smoothly curved surface with swinging and
twisting movement of the file.

Again in the four-jaw, O.D. of the base was
finally finished. The mandrel was then hammered
out with a round bar through the top hole.
| TOP | BACK | NEXT |