2020年6月 「フランジ加工と曲げ加工」

フランジプレート材料を3mmの銅板から切り出した。フランジ加工をしない裾の部分は、後から仕上げる前提で、5mmの仕上げしろを残した。フランジに必要な距離は、加工後に板厚中心が伸び縮みしない前提で求めるが、引き延ばされる喉板の喉部分だけは多めに取った。

切り出しはバンドソーを用いて能率を上げた。断面が荒くなるが、この段階で仕上げはしない。

各プレートをガスコンロで焼鈍する。銅を焼鈍するには最低でも400度(材料がかすかに赤熱する程度)が必要だが、ガスコンロだけで400度まで上げるのは難しく、カセットトーチを補助火力として使用した。

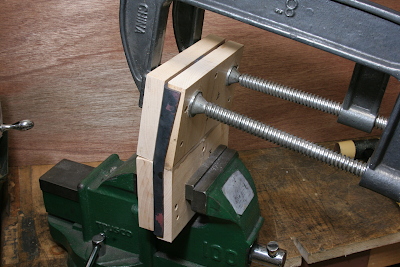
プレートを型板と当板ではさみ、プラスチックハンマーでフランジ部分を叩いて曲げる。写真は外火室後板を整形しているところ。サイズが大きいので、万力と大型シャコ万を併用してクランプしている。1回の焼鈍で曲げられるのはせいぜい15度程度で、すぐに硬くなるので、焼鈍を繰り返す。

内火室管板は、まず中央の折れ曲がり部分を曲げてから、周囲のフランジを加工する。当板を2枚用いて、それぞれの角度で型板と挟んで締めると、簡単に所定角度に曲がるので、あとは焼鈍を繰り返して、フランジ部分を曲げていく。
喉板も、内火室管板と同様に中央で折れ曲がっている。これも、2枚の当板を使って全体を曲げ、まず左右の平行なフランジを曲げる。

ここで喉の部分の半円を切り離す。ここを最初から切ってしまうと、左右のフランジ整形時に板が引っ張られて変形する可能性がある。
喉の部分を整形するための型板(両面)に挟んで、喉を叩き出す。ここが最も整形の大変な場所で、何度も焼鈍が必要である。プラスチックハンマーだけでは曲がりきらず、丸棒を介して金づちで叩いて曲げた。小さい方の型板は、左右の平行フランジのための型板から半円を切り取った形状をしている。



煙室管板は、周囲を完全にフランジで囲まれているので、整形後に抜くのが困難である。型板にボルトをねじ込んでリフトアップして抜いた。
以下、フランジプレートごとの焼鈍回数を示す。喉板は、左右平行部と喉部分を分けて示した。内火室後板のみ回数が多いのは、焼鈍の温度が低すぎたためである。喉板の喉部分は、ちゃんと焼鈍してもこれだけの回数が必要だった。
煙室管板 12回
外火室後板 10回
内火室後板 16回
内火室管板 11回
喉板平行部 6回
喉板喉部 24回
フランジ加工後に酸洗いをしたフランジプレート。

ここで、フランジ加工を行う際の注意点を示す。以下の断面図で、Aが正常な加工状態だが、早く着地させたくてフランジの先端ばかり叩いていると、図のBのように、先端のみが着地して中間部が浮いた状態になる。ここから平面を出すためミリングで矯正すると、Cのように、中間部の板厚が薄くなってしまう。見た目では断面形状はわかりづらく、スコヤなどをエッジに当てて、平面度を確認するのが良い。

缶胴は平板から曲げロールで丸めて筒にする。左右両端部分は事前に曲げておく必要があり、その型に鋼管を利用する。まず鋼管に材料固定用の穴を開けた。

缶胴用の板を切り出し、平鋼で端部を固定し、プラスチックハンマーで叩いて曲げた。ここで曲げるのは、平鋼から突き出ている先端部分のみ。
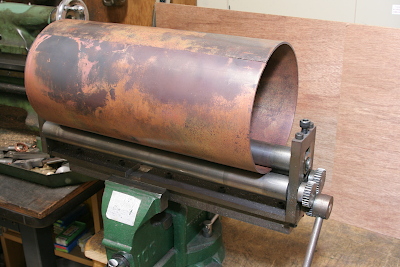
中間部分を曲げロールで曲げる。こちらは2回の焼鈍で筒の状態まで曲げることが出来た。缶胴は前後で2本分割となっており、2本とも曲げた。さらに半円形状の外火室天板も、同様の手順で曲げた。これでほぼ綺麗な円筒になるが、継ぎ目の微妙な段差やズレは、フリーハンドで修正する必要がある。

缶胴の継目は帯板で裏打ちして接続する。そのための帯板をねじ止めする穴を開ける。写真では見えないが、内部に帯板を入れて内外同時に1.6mmの穴を貫通した。その後に缶胴の穴は2mmに拡大し、帯板の穴はM2のタップを立てた。組み立てには真鍮ビスを用いる。

針金で締め付けて帯板で固定した状態。缶胴の直径は、板を最初に切り出す時の横長さで決まる。2本の缶胴は重ね合わせ(テレスコーピック)で接続されるが、設計寸法ではきつすぎて入らなくなるので、半径で0.1mmの隙間が出るように直径を決めた。結果的には、自重で入り込まない程度の軽いはめ合いの接続となった。

内火室側板の肩部分も曲げ加工が必要である。ここは丸棒などを型に使わなくても、アールの外側の直線部分を平鋼で固定し、途中をフリーハンドで曲げることで、所定の半径に曲げることができる。ここも2度の焼鈍で直角まで曲げることができた。

両肩を 曲げて内火室の形状に仕上げた。ここである程度精度が出ていれば、最終的にフランジプレートを入れて金づちで軽くたたくことで、隙間なく接続できる。