2011年4月 「シリンダーブロック(2)」
スライドバルブの設計はオーソドックスなものだが、弁軸の後端が内側モーションプレートに保持されているので、蒸気室側の保持は後部のみ、それも短いもので良い。蒸気室が気筒の上ではなく横にあるので、弁が横向きとなり、重力で着地してくれない。あまり浮上させると密着しにくくなりそうで、浮上量0.5mmで設計した。
![]()
弁体は、30mmの真鍮角棒から作った。リン青銅が好ましいが、真鍮角棒の在庫が豊富なので、磨耗は覚悟の上で真鍮製とした。バンドソーで必要な形を切り出す。
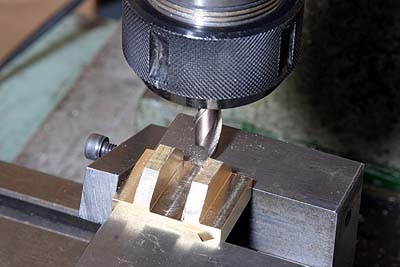
エンドミルで外形を仕上げていく。中央の凹部に、弁駆動ブロックが収まる。
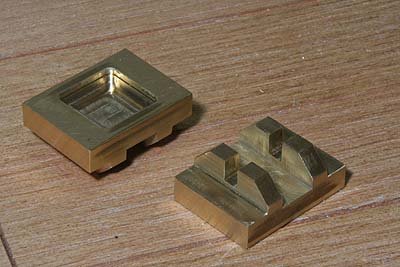
弁の底には、蒸気の通路となるくぼみ(深さ5mm)がある。これもシリンダーブロックのポートと同様に、0.2mmの仕上げしろで荒削りをし、最後に深さ2.5mmだけを最終寸法に仕上げた。弁棒が通るスリットは、その深さで、弁の浮上量が決まる。
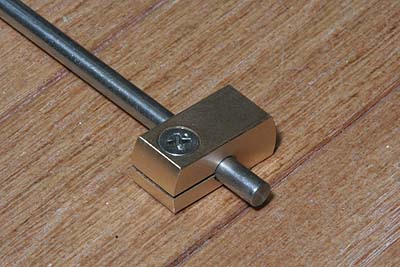
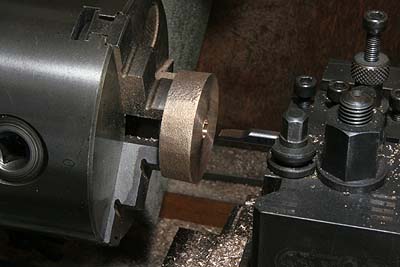
駆動ブロックは砲金丸棒を寸法どおりの円盤に仕上げ、メタルソーで弦を切り取って矩形に仕上げた。ただし側面は曲面を残したまま。横からスリ割りを入れ、皿ビスで締め付けて弁棒に固定するタイプとした。弁棒はSUS303のセンタレス丸棒(5mm)である。
弁棒シールにはOリングを使った。グランドは真鍮六角棒から作った。ここで、駆動ブロックを持ち上げたときに、弁が抵抗なく下に落ちることを確認する。弁とブロックのはめ合いがタイトすぎると、つっかかって落ちてくれない。弁のスリット幅と弁軸直径についても同様で、自分はここでスリット幅を5.0mmから5.2mmに拡大した。

気筒の前後カバーも砲金鋳物を用意した。まず後部カバーを加工する。四爪チャックで外径と印籠の段差を仕上げ、ピストン棒を通すリーマ穴(8mm)を開ける。

反転してブッシュ部分を段差加工する際は、ダイヤルゲージで穴をスイープして芯を出した。

スライドバー固定面をエンドミル加工する。軸に対して完全対称に加工するため、ロータリーテーブルを使用した。
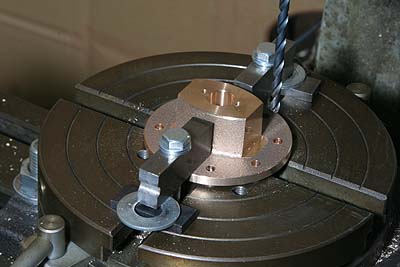
極座標を用いて、ついでにシリンダーブロック固定穴も開ける。45度きざみで8穴である。さらにグランドをネジ止めするネジ穴も開けた。

前部カバー鋳物は、前端中央に突起を設けて、加工時にチャックできるようにした。これで後部カバーと同様に加工できる。シリンダーブロックへの固定穴は、後部カバーから移し開ければ良い。なお、右に並べたのはピストン用の鋳物である。

シリンダーブロックに、カバーの穴を移し開ける。皿モミを頼りにネジ穴開け。前カバーも同様である。後部カバーは、スライドバー固定面がバルブ摺動面に対して正確に垂直になるように角度を決めなければならない。
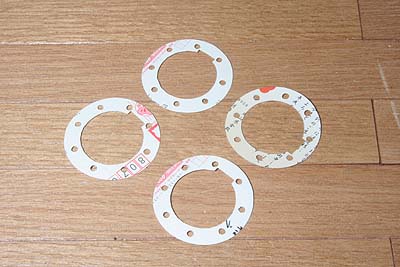
ガスケットは例によってハガキから作った。CADで原寸図を印刷してカッターで切り出す。
ピストンはC53と同様、ピストン棒とテーパー接続にする。まずピストン鋳物の前後面を仕上げ、穴を逆テーパー加工する。わざわざ逆テーパーすなわち先端側から加工する理由は、下の写真と見比べればわかるはず。
トップスライダーの角度を保持したまま、ピストン軸のテーパー加工をする。コレットチャックで正確に心を出している。なお、先端のネジ部分は、ピストンの逆テーパー加工に先立って加工しておく。
ピストンを挿入してナットで強く締め、根元をテーパーピンで固定する。二番目の写真はテーパーピンリーマで穴を仕上げているところ。



最後に外径を加工。ピストンとシリンダーとは、直径で0.1mmのクリアランスを取った。Oリング溝は、つぶししろ0.2mmで仕上げた。
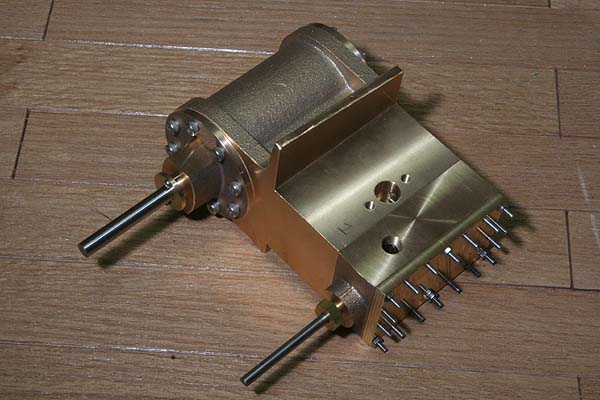
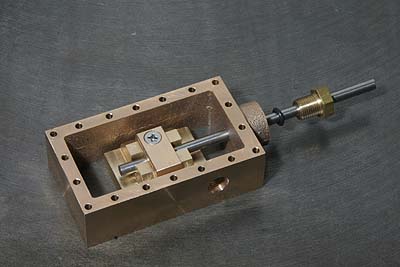
仮組みしたシリンダー。スライド弁とその摺動面は、定盤の上に600番のサンドペーパーを敷き、その上で研磨した。気筒のグランドは、サイズの関係でねじ込み式ではなくフランジ式にした。Oリングシールである。なお、蒸気室のブッシュのせいで蒸気室が主台枠の穴を通らないので、主台枠に取り付ける際には、再分解しなければならない。