2001年10月 「シリンダーブロック」
 いよいよエンジンの工作に取りかかる。機関車製作ではボイラーに続く第二の山場となる。以前に紹介したとおり、スライドバルブからピストンバルブに設計変更している。ピストンバルブの詳細についてはまた次回ということで、今回はシリンダーブロックとピストンの工作について報告する。
いよいよエンジンの工作に取りかかる。機関車製作ではボイラーに続く第二の山場となる。以前に紹介したとおり、スライドバルブからピストンバルブに設計変更している。ピストンバルブの詳細についてはまた次回ということで、今回はシリンダーブロックとピストンの工作について報告する。
【シリンダーのボーリング】
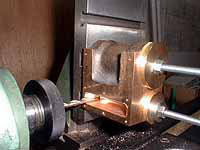
 まずシリンダー鋳物の加工から始める。例によって、事前にヤスリとワイヤブラシで鋳物表面をクリーニングしておく。外形寸法を確認しつつ、まず主台枠に接する裏面を旋削で仕上げ(写真)、続いてドレイン弁の付く底面(両端のせまい領域)をフライスで仕上げた。この二面が以後の加工の基準面となる。ついでにシリンダー両端面の荒削りもしておいた。次に、ハイトゲージでピストン軸とバルブ軸の中心位置をケガいてセンターポンチを打つ。ピストン軸にはすでに下穴が開いているので、真鍮の円盤を瞬間接着剤で貼り付けて穴をふさぎ、その上にケガいた。
まずシリンダー鋳物の加工から始める。例によって、事前にヤスリとワイヤブラシで鋳物表面をクリーニングしておく。外形寸法を確認しつつ、まず主台枠に接する裏面を旋削で仕上げ(写真)、続いてドレイン弁の付く底面(両端のせまい領域)をフライスで仕上げた。この二面が以後の加工の基準面となる。ついでにシリンダー両端面の荒削りもしておいた。次に、ハイトゲージでピストン軸とバルブ軸の中心位置をケガいてセンターポンチを打つ。ピストン軸にはすでに下穴が開いているので、真鍮の円盤を瞬間接着剤で貼り付けて穴をふさぎ、その上にケガいた。
続いて、主シリンダー穴、バルブ穴、そして片側の端面を一気に仕上げる。定盤上にアングルプレートを置き、シリンダブロック背面を押し付け、スコヤでシリンダー底面を垂直に立てて瞬間接着剤で仮固定し、あらためてしっかりクランプする。これを面板上に移すと、ふたつの基準面はいずれも旋盤主軸に平行になる(はずなのだが、面板+アングルプレートという組み合わせは誤差を生じやすく、ダイヤルゲージ等で確認の必要あり)。

まずバルブ軸を芯出ししてアングルプレートを締めつけ、ピストンバルブ・ライナーの入る蒸気室の穴を開ける。ドリル穴から中繰りで拡大していき、ライナー材料が手で押し込めるくらいの内径に仕上げる(ライナーに関しては次回報告)。

ここでアングルプレートを緩め、面板上を平行移動して主ピストン軸を芯出しする。真鍮円盤はもう不要なので小ハンマーで叩き落とす。そのまま正面すなわちシリンダー端面を仕上げ、最後に主シリンダー穴を開ける。手持ちのバイトでは細すぎてうまく削れなかったので、古いドリルから自作したバイトを六角棒に固定して削った。仕上げはそこそこ綺麗だったが、さらに3000番のペーパーで、表面がツルツルになるまで磨いた。
ここで仕上げた端面はシリンダー穴と正確に垂直なので、後側つまりクロスヘッド側として使う。左右で反対勝手になることに注意。前端面はそこそこの精度があれば良いので、反転させて四爪チャックで所定の幅になるように仕上げる。シリンダー入口は、いずれもカバーの段差を避けるための面取り加工が必要である。ちなみに、こびりついた瞬間接着剤(アロンアルファ)は、アセトンで溶かせば簡単に取ることができる。
【ポートおよび排気室】

次にポートを掘る。ポートはシリンダーの両端から蒸気室中央に向かって斜めに入っているが、前から見ても横から見ても傾いている。バーティカルスライダーを旋盤主軸と平行に取り付け、アングルプレートを介して、シリンダーブロックを二方向に傾けて取り付ける。加工はまずエンドミルでポートと垂直な面を形成することから始め、ドリルで貫通穴を3カ所並べて開け、間をロングエンドミルで削り取って長穴にした。

続いて、シリンダ上部の給気口を掘る。傾きは一方向だけなので、直接バーティカルスライダーに固定した。加工手順は、まずエンドミルで平面を削り出し、そこにネジ穴を開けるだけ。
最後に、裏面に排気室を形成する。肉削ぎ量が多いので、ラフカットエンドミルで少しずつ掘っていった。排気室から蒸気室につながる排気口は、ポートと同様の方法で長穴に仕上げる。
以上のうち給気口と排気口については、ライナー固定後にまとめて加工しても良いのだが、エンドミルの長さが足りなかったので、シリンダーブロック単体で加工した次第である。排気室は肉削ぎ量が多いので、先にここを掘ってから主シリンダー穴を開けた方が、歪みの心配がなくて良かったかもしれない。鋳物の材質はBC6だが、REEVESの砲金(gunmetal)よりもかなり堅いという印象であった。
【バックフランジ】
シリンダブロック裏面の排気室は、普通はそのまま主台枠に付けて密閉するのだが、台枠にはすでにスライドバルブ用の不要な穴を開けてしまっているし、軟鋼をフランジの代用にするのも気持ちが悪い。そこで間に3mmの真鍮板をはさんでフランジにすることにした。事前に皿ネジでシリンダブロックに固定しておき、台枠へ固定する際はこれを貫通させてシリンダーブロックにネジ穴を掘り、強度をかせぐ。排気管用の穴開けは、シリンダーを台枠に固定して位置を確認するまで待つ。
【シリンダーカバー】
 シリンダーの前後をふさぐ円盤で、後カバーはピストンロッドのブッシュとスライドバー固定部品を兼ねている。それぞれ裏面を段差加工してインロウを形成し、これでシリンダーとの芯を出す構造である。前後とも砲金鋳物(ヤトイ付き)が提供されており、これを加工することになるが、特に難しいのが後カバーである。
シリンダーの前後をふさぐ円盤で、後カバーはピストンロッドのブッシュとスライドバー固定部品を兼ねている。それぞれ裏面を段差加工してインロウを形成し、これでシリンダーとの芯を出す構造である。前後とも砲金鋳物(ヤトイ付き)が提供されており、これを加工することになるが、特に難しいのが後カバーである。
後カバーには、以下のような加工精度が要求される。
(1) シリンダーに入るインロウと、ピストンロッド穴と、Oリング室の内壁と、グランド固定ネジ穴が、完全に同心円になっていること。
(2) スライドバー(上下2本)を取り付ける面はたがいに平行でかつ穴中心から等距離にあり、しかもシリンダーに付けるフランジ面と完全に垂直であること。

まず鋳物のヤトイを三爪チャックして内側のインロウを加工するが、同時にピストンロッドが通るリーマ穴も開ける。ヤトイが細くて不安だったので、真鍮の筒を作って太くし、これをチャックして加工した。インロウは、シリンダーの対応する穴と現物合わせで、ガタのないはめ合いに加工する。さらにここで反対側のフランジ部分だけ仕上げておく(左勝手の片刃バイトが必要)。

反対側を加工する前に、治具を用意する。平板に穴を開けて面板に固定し、フランジ受け面と中心ピン外径(リーマ穴に対して軽い圧入固さ)を仕上げる。この治具を用いることにより、内側加工時の芯と傾きを完全に再現することができる。座繰り加工の邪魔にならないようにピンは短くしておく。

加工物のヤトイ部分を切り落とし、外側を右に向けて治具に固定し、Oリング室の内径とネジ部を仕上げる。ネジは細目とする。オリジナルではOリングをグランドで押さえつける構造だったが、これだとグランドを奥まで締められないので緩みが心配である。そこでOリング室の内径をネジよりも小さくして、グランドを奥まで堅くねじ込んでもOリングがつぶれないようにした。

続いて、同じ治具を用いて割り心加工でスライドバー固定面を仕上げる。旋盤のテーブル上に高さを合わせて治具をセットし(ダイヤルゲージで主軸との平行も確認)、主軸にチャックしたエンドミルの正面削りで仕上げた。まず片面を仮仕上げして180度反転させ、反対側も仮仕上げする。正確に180度を出すため、端面を垂直に仕上げた丸棒を心押し台に保持し、これを背後から切削面に当てて角度を合わせた。仮仕上げしたものの幅をノギスで測り、余剰の二分の一だけ刃先を進め、両側を削って仕上げる。

同じ治具を使って、ロータリーテーブル上で、サイドのR加工をする。ラフカットエンドミルで荒削りして通常のエンドミルで仕上げようとしたが、異常振動を起こして面が荒れてしまった。エンドミルで段差加工をする場合、下向き削りだと刃先が食い込む方向の力を受けるのでこういうことになる。特に砲金のようなねばい材料で起こりやすい。側面は下向き削り、底は上向き削りで別々に削り、最後に上向き削りで仕上げれば良い。
【カバーの固定】



前後のカバーは、円周状に配したネジでシリンダーに固定するが、シリンダーにはポート穴、ドレイン穴、シリンダー本体固定穴などクロスする穴が多数あるので、設計の段階でこれらをすべて避けるように慎重に穴位置を選ぶ。場合により穴位置が不均等になるのもやむを得ない。WILLIAMの設計ではネジ8本だったが、ネジ7本に変更して均等配置にした。7本で良いと判断した根拠は、同じMartin
EvansのEVENINGSTARが、ひとまわり大きいカバーを同じネジ8本で固定していたからである。ついでに、めだたない位置にジャッキアップ用のネジ穴も開ける。これらの穴はいちいちケガくより、リング状の穴開け治具を使って開ける方が早い。治具の内径はカバーのインロウ部に合わせ、ここにカバーを入れてクランプし、穴を移し開ける(写真左)。そのカバーをシリンダーに仮止めして今度はシリンダーにネジ穴を移し開けるのだが、後カバーに関しては、スライドバー固定面の角度を正確に合わせる必要がある。スコヤで正確に角度を合わせて瞬間接着剤で仮固定し(写真中)、改めてしっかりクランプしてから加工した(写真右)。
【ピストングランド】
 ピストングランドは、後シリンダーカバーにねじ込んでOリングを保持する部品である。形状は六角ではなく丸であり、円周上に等間隔に穴を開けてここにピンなどを入れて締め付ける。外観上の問題もあるが、六角にしてもスライドバーが邪魔でスパナが入らないのだ。穴の割り出しを簡単にするため、真鍮六角棒に6等配の穴を開け、これを丸く削って仕上げた。ダイスを切る際はダイスが平行になるように注意する。突っ切る前に、後カバーをねじ込んで主軸を回転させ、フランジに面ブレがなければ良い。中央の穴は、余裕を見て0.1mm大きく仕上げた。
ピストングランドは、後シリンダーカバーにねじ込んでOリングを保持する部品である。形状は六角ではなく丸であり、円周上に等間隔に穴を開けてここにピンなどを入れて締め付ける。外観上の問題もあるが、六角にしてもスライドバーが邪魔でスパナが入らないのだ。穴の割り出しを簡単にするため、真鍮六角棒に6等配の穴を開け、これを丸く削って仕上げた。ダイスを切る際はダイスが平行になるように注意する。突っ切る前に、後カバーをねじ込んで主軸を回転させ、フランジに面ブレがなければ良い。中央の穴は、余裕を見て0.1mm大きく仕上げた。
【シリンダーブロックの仕上げ】
 最後にシリンダーブロック下部にドレイン弁の付くネジ穴を開け、ヤスリでブロック外形を整える。ブロック前面はあらかじめフライスで所定の厚さに仕上げておいたので、その下に続くRの外径を仕上げる。ここはシリンダーカバーの外周に沿ってツライチになるので、Rが崩れるとよく目立つ。穴開け治具の外径をシリンダーカバーの外径に仕上げて、ブロック端部にネジ止めし、これを目安にヤスリで削った。
最後にシリンダーブロック下部にドレイン弁の付くネジ穴を開け、ヤスリでブロック外形を整える。ブロック前面はあらかじめフライスで所定の厚さに仕上げておいたので、その下に続くRの外径を仕上げる。ここはシリンダーカバーの外周に沿ってツライチになるので、Rが崩れるとよく目立つ。穴開け治具の外径をシリンダーカバーの外径に仕上げて、ブロック端部にネジ止めし、これを目安にヤスリで削った。
【ピストン】
シリンダーブロックが砲金鋳物なので、ピストンにはリン青銅を使うことにした(同じ材質の摺動は摩耗を早める)。このサイズの快削リン青銅が手に入らず、通常のリン青銅丸棒を使ったのだが、これがやたらねばくて削りにくい。キリコは糸状にどこまでも伸びてバイトにからみつき、仕上げ表面を荒らす。ドリルは壁面を押しのけて進み、やがて圧入固さになって焼き付いてしまう。どこを削っても逃げるので、なかなか寸法を追い込めない。その反面、仕上げ面はたいへんきれいで、刃先固定で何度も往復させれば数ミクロンずつの切削ができる。ピストンには最適の材質かもしれない。
ピストンは最初に大まかな形に仕上げてピストンロッドを圧入し、ピストンロッドを基準にして同心に仕上げる。圧入といっても端から押したのではロッドが曲がるだけなので、ネジで引き込む方法をとる。具体的な手順は以下のようになる。

まずSUS303丸棒からピストンロッドを作るが、ピストンロッドは直線性が重要なので、加工前にダイヤルゲージで確認した(写真)。ロッド先端にはセンター穴を開け、ピストンの厚さの半分だけネジを切っておく。センター穴の代わりにスリ割りを入れておけば、調整時にドライバーで回せて便利だが、センター穴は心押しに必要なので、あとからエンドミルで溝を入れることにした。
続いてピストン材料を三爪チャックして端面を仕上げ、外径と溝を荒削りし、突っ切って反転させて平行チャックし、反対側の面を仕上げる。そのまま貫通ネジ穴を開け、中繰りバイトで半分の深さまで、ピストンロッドの圧入穴を開ける(締めしろ1/200くらい)。

ここでピストンロッドを心押し台のドリルチャックにしっかりとつかみ、ピストンの穴に挿入し、先端がネジ部分に届いたところで、心押し台のロックをはずして旋盤のベルトを手で引いて回すと、ネジ穴が勝手にロッドを引き込んでいく。ねじりながらの圧入なのでかなりの抵抗があるが、ネジを破損するほどではない。反対側からロッド先端が顔を出せば、圧入完了である。
 続いて、ロッドを基準に再チャックして外周を仕上げる。ロッドと同じサイズのコレットを使うのが理想的だが、持ってないので四爪チャックとダイヤルゲージで芯を出し、心押しセンターでサポートした(写真)。まず突っ切りバイトで溝部分を仕上げる。Oリングシールにするつもりなので、Oリングのつぶししろから計算した直径に仕上げた。続いて外径を、所定のシリンダーと現物合わせで仕上げる。Martin
Evansの本によると、時間をかけてきびしいはめ合いにせよとある(例によって具体的な数字は示されていない)。平岡氏の本によると、熱膨張による焼き付き防止のため、シリンダーとピストンは0.02~0.03mmくらいのクリアランスを確保せよとある。私の場合、結果的に0.02mmくらいのクリアランスになったように思う。ピストンにエンジンオイルを塗ってシリンダーに挿入し、穴を指でふさいで気密を保ったときにピストンが中空で保持され、指を離すとスッと落ちるくらいのはめ合いである。ここをきびしく仕上げる理由として、アスベストヤーンなどをシールに使った場合、クリアランスが大きいと、長時間の運転で全部抜け落ちるという話がある。またピストンリングでシールする場合は、溝の底からリングが浮いた状態で使うので、ピストンとシリンダーとのクリアランスはそのままエンジンのガタになり、摩耗を早めることになる。
続いて、ロッドを基準に再チャックして外周を仕上げる。ロッドと同じサイズのコレットを使うのが理想的だが、持ってないので四爪チャックとダイヤルゲージで芯を出し、心押しセンターでサポートした(写真)。まず突っ切りバイトで溝部分を仕上げる。Oリングシールにするつもりなので、Oリングのつぶししろから計算した直径に仕上げた。続いて外径を、所定のシリンダーと現物合わせで仕上げる。Martin
Evansの本によると、時間をかけてきびしいはめ合いにせよとある(例によって具体的な数字は示されていない)。平岡氏の本によると、熱膨張による焼き付き防止のため、シリンダーとピストンは0.02~0.03mmくらいのクリアランスを確保せよとある。私の場合、結果的に0.02mmくらいのクリアランスになったように思う。ピストンにエンジンオイルを塗ってシリンダーに挿入し、穴を指でふさいで気密を保ったときにピストンが中空で保持され、指を離すとスッと落ちるくらいのはめ合いである。ここをきびしく仕上げる理由として、アスベストヤーンなどをシールに使った場合、クリアランスが大きいと、長時間の運転で全部抜け落ちるという話がある。またピストンリングでシールする場合は、溝の底からリングが浮いた状態で使うので、ピストンとシリンダーとのクリアランスはそのままエンジンのガタになり、摩耗を早めることになる。
【障害】
 続いてOリングを入れて動きを確認した。つぶししろ12%にしたのだが、動きがしぶいので溝を削って6%程度にした。ライブは使用圧力が低いので、摩擦軽減を考えてつぶししろを規格より小さく取った方が良い。これで軽く動くようになったが、動かしているうちにブルブルと細かな振動が出るようになった。不審に思ってカバーをはずしてみると、Oリングの摩耗粉が円環状になって約3ミリ間隔で並び、縞模様を形成しているではないか。何だこりゃ? 摩耗粉を拭き取ると、壁面が3ミリ間隔で円環状に磨かれてやはり縞模様になっている(写真)。シリンダーを四爪チャックしてダイヤルゲージでボアを測ると、数ミクロンの高さの波ができており、その波長は旋盤の親ネジのピッチに一致していた。ネジの回転に同期してサドルが蛇行していたとしか考えられない。
続いてOリングを入れて動きを確認した。つぶししろ12%にしたのだが、動きがしぶいので溝を削って6%程度にした。ライブは使用圧力が低いので、摩擦軽減を考えてつぶししろを規格より小さく取った方が良い。これで軽く動くようになったが、動かしているうちにブルブルと細かな振動が出るようになった。不審に思ってカバーをはずしてみると、Oリングの摩耗粉が円環状になって約3ミリ間隔で並び、縞模様を形成しているではないか。何だこりゃ? 摩耗粉を拭き取ると、壁面が3ミリ間隔で円環状に磨かれてやはり縞模様になっている(写真)。シリンダーを四爪チャックしてダイヤルゲージでボアを測ると、数ミクロンの高さの波ができており、その波長は旋盤の親ネジのピッチに一致していた。ネジの回転に同期してサドルが蛇行していたとしか考えられない。
 確認のため、ダイヤルゲージをボーリング時のバイトの位置にセットし、主軸を回して自動送りを掛け、心押しドリルチャックした丸棒の側面をスイープさせてみた(写真)。しかし指針は、ドリルチャックの誤差で一定方向にわずかに動くだけで、蛇行は見られなかった。ネジにゴミでも噛んでいたのか、油が切れていたのか、今となっては原因不明である。さてどうするか。切削跡のような細かな波であればいくらでも削りようがあるが、振幅に対して波長が1000倍もあるような波をどうやって削り取ればいいのか? ピストンもシリンダーカバーも、ボアとの現物合わせで完成しているので、ボアは0.01mmも拡大することができない。これでは旋削はおろか、ラッピングも無理である。
確認のため、ダイヤルゲージをボーリング時のバイトの位置にセットし、主軸を回して自動送りを掛け、心押しドリルチャックした丸棒の側面をスイープさせてみた(写真)。しかし指針は、ドリルチャックの誤差で一定方向にわずかに動くだけで、蛇行は見られなかった。ネジにゴミでも噛んでいたのか、油が切れていたのか、今となっては原因不明である。さてどうするか。切削跡のような細かな波であればいくらでも削りようがあるが、振幅に対して波長が1000倍もあるような波をどうやって削り取ればいいのか? ピストンもシリンダーカバーも、ボアとの現物合わせで完成しているので、ボアは0.01mmも拡大することができない。これでは旋削はおろか、ラッピングも無理である。
結局、Oリングはあきらめ、同好会の中原氏にグラファイトヤーンを分けてもらい、これを巻いて溝を埋めた。溝が完全に平面になるまで圧縮させて巻き、少し動きが固いくらいでちょうど良いらしい。シリンダーになかなか入らずに苦労したが、入ってしまうと動きはスムーズになり、振動も全く出なくなった。接触面積が増えて波をまたぐようになったからである。Oリングは接触面積が小さく、壁面の影響をもろに受ける。つぶししろを小さくするとますます接触面積が減り、数ミクロンの波でも振動が発生してしまうのだ。Oリングは手軽に思えるが実は難しい。ヤーンを使う方がずっと簡単である。


(終)
前の月 次の月 目次