2004年12月 「板金工作(2)」
【アングルの取り付け】

サイドタンクのプレートは真鍮アングルを介して組み立てる。その他、各部の補強としても使用する。写真はそのすべてで、これだけの本数が必要である。帯ノコで切断して、ラフカット・エンドミルで仕上げた。

タンクのコーナー部分は、アングルの端部を45度にカットして突き合わせる。アングル3本が集合するコーナーは、アングルの二辺いずれも45度にカットする。この場合、写真の方法で二辺同時に加工できる。バイスを45度ではなく35.26度にセットするのがミソ。

リベットは、側板の片面だけで200本以上も使う(これでも実物よりはずっと少ない)。いちいちけがいてセンターポンチを打つのは大変なので、フライス盤のステージ移動を利用して連続的に穴開けすることにした。写真はそのための下準備で、全長を正確に出した平鋼をステージと平行に取り付け、加工物を押さえるためのクランプを付ける。平鋼のエッジと両端でXYを合わせてダイヤルの目盛をリセットする。この平鋼を基準にして加工物を固定すれば、すべての穴位置をXYの座標で出すことができる。なお、クランプを固定するボルトは、平鋼を貫通してその下のT溝内のナットにねじ込まれている。

ステージ移動ダイヤルの1回転が2.5mmなので、3回転分すなわち7.5mmピッチで穴を配置した。まずセンタードリルで皿もみを入れていき、一列終わったらドリルに持ち替えて、連続で穴を開ける。写真では見えないが、加工物の裏面には組み立て用の真鍮アングルが仮接着されており、側板と一緒にここで穴を開けてしまう。穴が開いたらアングルはいったん外しておく。

こういうものは組み立て順序をよーく吟味しておかないと、途中で組み立て不能になってしまう。リベットで組む場合はなおさらである。まず側板に取り付けるアングルのたぐいをリベット固定した。窓枠や固定ラグなど強度を要する部分にはハンダを流し、サイドタンクのシール部にはバスコークを塗って組み立てた。この時点では、固定に必要な数のリベットしか使っていない。残りは耐熱性接着剤ではめ込み接着する予定。

これは「リベット・スナップ」というリベットつぶし用の工具(英国製)。先端が丸リベットの球面の形にえぐられており、これを介してリベットの先端側をたたくと、つぶれて丸リベットの形状に仕上がる。ただし今回は、ヘッドのつぶれ防止のための台座として使用した。

リベット・スナップは叩くための工具なので、台座としてのセッティングがやりにくい。作業机に穴を開けてリベット・スナップを通し、床からブロックとアンビルを積み上げて下を支えた。写真で、リベット・スナップがどこにあるか、おわかりだろうか。リベットを通した加工物をここに乗せて上から叩くのだが、加工物が机と平行になるように、周囲を平鋼などで支えておく。
【屋根の曲げ加工】

ここでようやく「曲げロール」の登場となる。このサイズの曲げロールにとって、屋根は曲げ半径が大きすぎる。半径を5mm以下の精度で制御しようとすると、可動ロールの押し下げ量を0.05mm単位でコントロールしなければならない。当然、ロール両端は正確に平行になってなければならない。まず加工物なしで可動ロールを下ロールに接触させ、その位置で押しボルトのヘッドにゼロ点をマークし、あとはボルトの回転角度で制御した。ボルト周囲に、角度読み取り用の分度器を貼り付けた。

可動ロールを少しずつ押し込んで曲げながら、屋根の半径を測定し、最終半径まで曲げる。最後はボルトを1/20回転ずつ押し込んで制御した。所定の半径まで一気に曲げた場合と、不足分を少しずつ曲げていった場合で、最終的なボルト押し込み量は大きく異なる。正確に仕上げるには少しずつ曲げていくのが確実である。
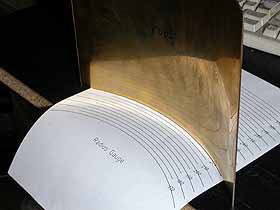
半径の測定に用いたゲージ。CADで半径5mm単位の円弧を描き、実物大で印刷したものである。これで屋根の前後のコバを測定して、前後が所定半径で仕上がっていることを確認する。

曲率が不正確な両端部および、中央の切り欠き部を切り取る。以前にも書いたが、切断は板を曲げてから行う、というのが鉄則である。切断の際は、曲げた板を変形させないように、木の丸棒を使って机上に固定した。切り抜いた中央部分は、あとでフタとして使うので取っておく。
(終)
前の月 次の月 目次