< Cylinder Block 1 >
Next I tackled with cast-gunmetal cylinder blocks. Normal procedure is
starting from flat faces, because it is easier to get correct bore center
from flat faces. But I had afraid that casting defect appeared during boring.
If it comes, the casting is immediately spoiled! So I started from boring
so as to eliminate the risk first. Incidentally, I had come across no defect
cylinder casting yet, after cutting many cylinders of three locomotives.

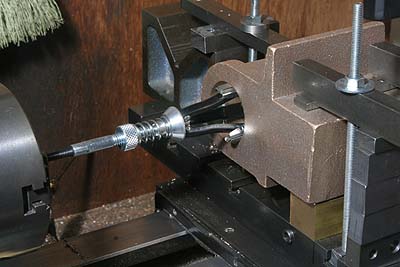
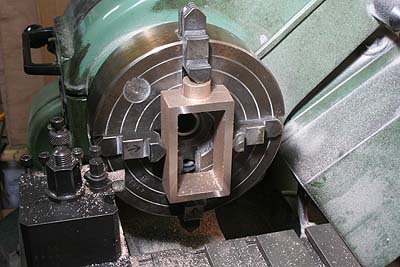
I prepared a boring tool employing throw-away carbide cutting bit. Last time I had made the tool from broken carbon-steel drill and I was disappointed at its short life time.

The boring operation was done as the photo shows. The carbide bit is so good that I got nice finish without exchanging the bit.
Just to make sure, I did 'lapping' with a cylinder lapping stones.
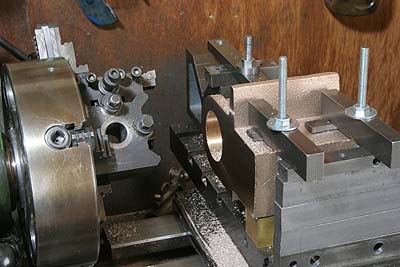
With the same setup, one cover side is fly-cut. The tool is just a four-jaw chucked lathe tool post.

Similarly, the valve slide face is cut.

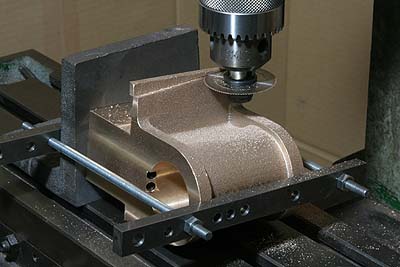
Another cover side is fly-cut in the milling machine. I employed the throw-away bit again.

The top face of inside part and the top bolting flange is cut in a time. After that the bottom pair is cut also.

The steam port is cut by end mill. The center hole is 10mm depth and the both narrow holes are 8mm depth. It is not necessary to cut correct width in full depth. After rough cutting in full depth, I finished only 2.5mm depth in correct width.

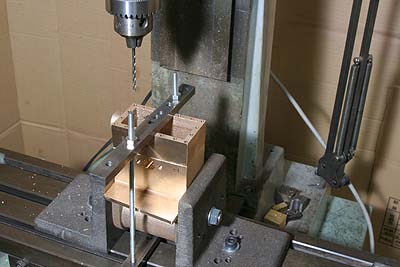
Long holes from the bore to the steam port are opened with 6mm drill. Before drilling, starting face is cut by end mill.
The top flange is cut slant. Left and right cylinders have handed-pair slants. The cylinder casting has straight top so as to share the wood pattern in both cylinders.
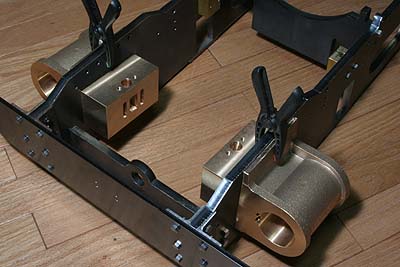
After that, steam exhaust hole and drain holes are opened. Tentatively, the cylinder blocks are put into the frames. The bore center is tilt in 6 degrees from the level.
The steam chest is also cast gunmetal. First the five outer faces (except back face) are finished in the lathe.

The back bush is also finished in four-jaw, cutting spindle hole, o-ring chamber and thread for gland.

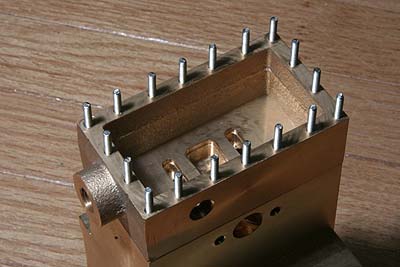
The holes for studs are drilled. Each position is adjusted by the milling
X-Y stage.
The cylinder block is countersunk through the steam chest. Then the steam chest is removed and the cylinder block is drilled and tapped.
Before assembly, the valve sliding face should be ground by a fine oil stone. Maybe wise reader is aware that the steam chest cannot pass the frame's rectangle hole. Yes, I have to mount the steam chest from only inside.

The steam chest cover is made from 6mm brass sheet. The holes are also copied from the steam chest.