< Wheels and Axleboxes >
Before cutting cast iron wheels, I annealed them in electric furnace. They were heated up to 850 centigrade and cooled very slowly in the furnace. Consequent surface rust will be removed after all of cutting works.

In the lathe, chucking backside out, back face and axle hole are finished. I employed independent chuck just because my three-jaw is too small to hold the wheels.
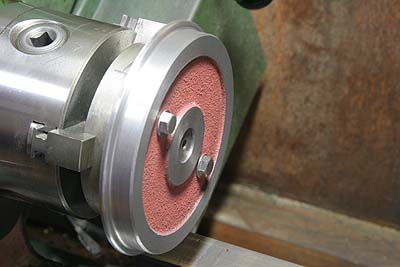
I utilized the wheel turning jig for C53's leading wheels, truing up the outer surface and the center spigot. The axle hole diameter is 18mm while that of C53's leading wheel is 19mm. The driving wheels are fixed on the jig with two bolts.



I started with cutting boss and rim. The boss is cut from inside to outside by a boring tool, because the bolt heads get in the way of usual knife tool.
Next, tread and flange profile is finished. As usual, I calculated coordinates of many small steps and inched the knife tool one by one, and then finished with files.

At this point, I modified valve eccentric design and it became necessary for the wheels to have recesses in their back sides. I reversed the job again and cut the recess. I cannot use the jig for it because the jig's diameter is so small and cannot reach to the wheel's rim!

Removing the rust, I finished the wheels. You can remove rust on cast iron with a metal wire brush and machine oil. Pour oil, brush, and wipe off the rust with oil.

The axle is made from 20mm silver steel rod. Held by three-jaw and fixed steady, turned to a desired length and drilled center holes, after that, held between lathe centers, both ends are turned to 18mm diameter to secure the wheels.
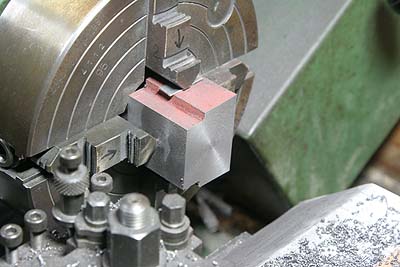
The axleboxes are also made of cast iron and pre-annealed before cutting. At first, front, back, top and bottom faces are finished in the four-jaw.
The center hole is drilled and expanded with a boring tool. The hole diameter is the same as the wheels' because the axleboxes come outside the wheels.

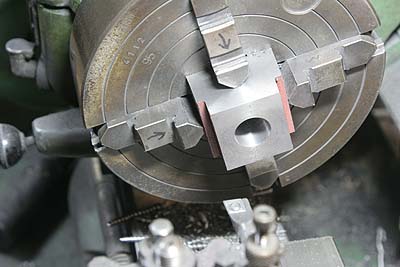
A huge blow hole appeared! The defect of casting penetrates from the center hole to an outer face. I have no spare casting, so I accept it.

The flange should be finished to the same distance from the center hole. As the photo shows, I utilized wheel turning jig so as to ensure the symmetry.
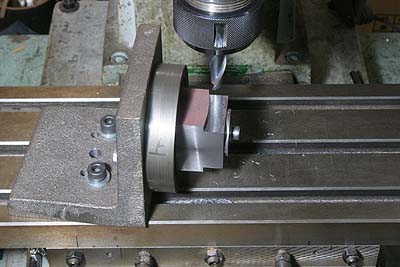
Top and bottom edges of the flange are slanted to allow 'rolling' motion. Note the base angle plate is tilted to cut the slants.

The wheel set is temporary assembled. The axlebox serves both as an axlebox and a spacer between wheel and frame. That is why the axlebox flange is so thick.