< Saddle Tank 1 >
The saddle tank's profile consists of gentle round top and sharp round
shoulders. I tried to bend the outer plate with the bending rolls. But
the length of the rolls are a little shorter than the tank length. So I
started with modifying the bending rolls.
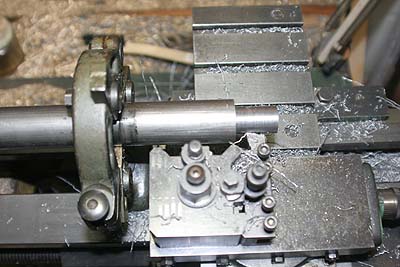
I expanded the rolls' effective length from 375mm to 400mm. I remade the
three rolls and a driving shaft. The photo shows cutting a roll with the
fixed steady on the lathe bed.
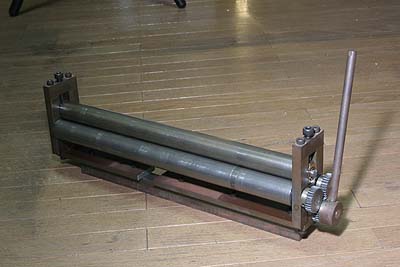
Basement of the rolls are made of a top plate and piled base bars. I utilized the current parts. the top plate was cut in the middle, shifted and fixed on the base bars again.

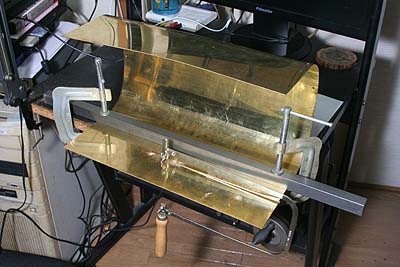
The outer plate is made of brass sheet of 390mm width and 1.5mm thickness. The bending work starts with the shoulders and ends with the top. It required strong forces as if the handle bar was deformed. Note the both edges of the plate were distorted. I think it was due to the rolls bowing. I will make it straight with bottom plates.

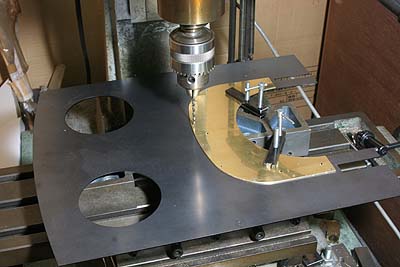
Front plate is cut from 4.5mm brass sheet with a band-saw and finished with files. At present, inner round shape is not cut out. I didn't trace its profile from the outer plates but drew exactly due to the design, because the outer plate wasn't bend precisely. Alternatively I employed many brass angles to minimize gap between the front and outer plates.

Back plate is made of 1.5mm brass sheet. It also serves as a flange plate to be bolted onto the cab front plate. Note two long brass angles that make side part of the outer plate straight.

Inner plate was cut and bended. It also made from 1.5mm sheet. The outer and inner plates have excessive parts at both sides that will be cut out finally.

Inner plate profile is traced to the front plate. And then the front plate is cut.
According to the front and back plates' height, excessive parts of the outer plate are cut out. I employed fret saw with deep bow and cut from both end.
Tank manhole is opened at the top of the outer plate. I drilled allay of holes, cut out and finished with a file. Don't open the manhole before bending the outer plate, otherwise you would get distortion around the hole.



The saddle tank will be held at front with brackets on the smokebox. I
aligned and clamped the front plate on the brackets and countersunk through
the bracket holes. Note I used a long drill to clear the smokebox. After
that the front plate is drilled and tapped.
The back plate is aligned on the cab front plate and drilled through. The cab front plate is 1.5mm laser-cut steel plate.

I drilled holes on the inner and outer plates to fix the base plates. The small drill bench is fixed on the edge of the desk. The job is hooked on the overhanging stage and drilled. I was holding another end of the job by hand. It sounds unpleasant but is far stable than using a handheld electric drill.

The base plates are made of 16mm x 6mm brass rectangle bar. Screw hole at both ends are drilled and tapped as the photo shows. Again I utilize the desk height.

The base plates are clamped between the outer and inner plates. And then the base plates are countersunk through the holes. As I can't utilize electric drill for inner holes, I countersunk them by hand with a pin vise. Then the base plates are drilled and tapped.

The base plates are fixed by screws. The inner plate is fixed only by two center screw at both ends except the screws for the base plates.
Finally I made a something like a box. I don't like such plateworks because
it never goes precisely. I spent two months so far.
