< Start of New Project>
My second project has different concept from the first, in both its volume
and construction method. Therefore it took much time to resume this report.
The prototype is Japanese C53 type heavy pacific locomotive with three
cylinders. To return the project, it will be 1/8.4 scale model on 5 inch
track gauge. It means the locomotive volume is 5 to 8 times bigger than
the first project 'William'. As long as I obey elaborate scratch building,
the second model won't be completed in 10 years. So I changed the concept
as follows. In order to minimize machining work, I will make full use of
precise castings and laser-cut (and bent, if necessary) sheets. Also I
adopt 3D profiler 'Modela' so as to make wood patterns for the castings.
And boiler construction will be ordered to a professional.
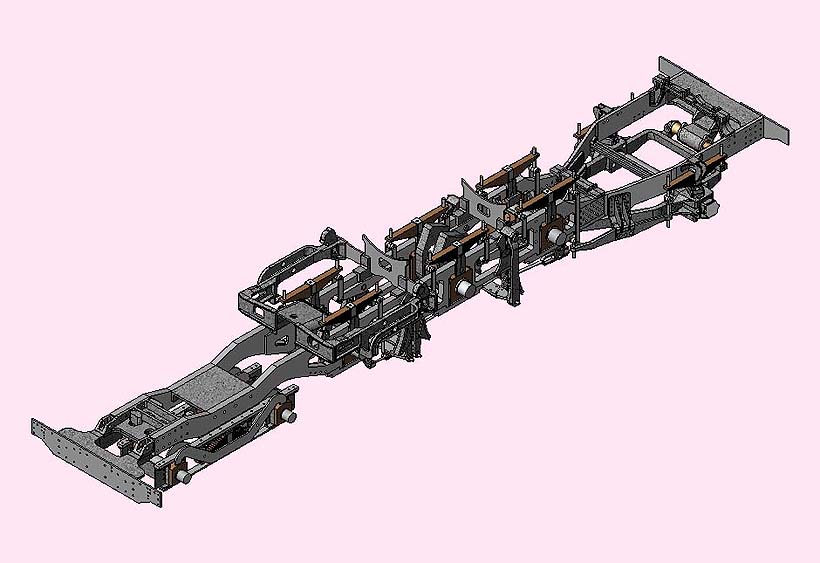
The picture shows chassis construction that
I have designed until now. You can find equalizing
system and brake system in the picture. It
is an output of 3D-CAD which I employed for
designing, instead of 2D-CAD. Fortunately
I obtained complete drawings of the prototype.
Striking parts are truly reproduced from
the drawings, while hidden parts are drastically
simplified.
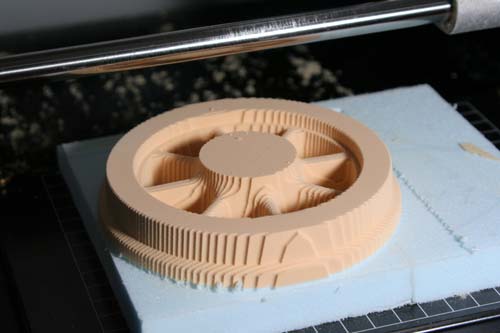
The photo shows Modela MDX-20 made by Roland DG. It is a personal use 3D miller and scanner.
Practically this cannot cut metal, but finely
cut wood, wax or soft resin. You just prepare
3D-CAD data, mount a wood blank and click
'start', then the machine will complete wood
pattern that you want. This is a dream machine?
However you need considerable time to prepare
3D data for a cutting.


The machine itself is noisy but is in a soundproofing
box (option) which allows the machine to
run in the night. If you use hard wood, it
takes much time to cut. If you use soft wood,
it leaves rough surface. I think the most
suitable material for wood pattern by the
machine is soft chemical wood, although it
is a little expensive.
Maximum handling size is limited due to the
machine case. For example, driving wheel
pattern for C53 (220mm dia.)was cut into
quarter size, then glued together.
Completed driving and coupling wheel patterns.

Leading and trailing wheel pattern under
cutting in the Modela. The blank is mounted
on the base plate with both-side adhesive
tape, which is enough for such a light cutting.
It takes more than ten hours to cut a large
and complicated pattern. During the operation,
the tool spindle keeps rolling. Motor and
spindle units have to be replaced in every
700 hours. In my calculation, the running
cost is about a half of the material (chemical
wood) cost. Of course it is far cheaper than
order made patterns. However it is comparatively
expensive if you are used to handmade patterns
from wood scraps.
Recently it is not easy to find out apposite
foundry who accepts small personal request.
In my case, a foundry company's engineer
who had seen my web site offered to help
me.
Finished wheel castings. They are made of
ductile cast iron (FCD) that has higher strength
than typical cast iron.

I ordered laser cut chassis (12mmt for the
front & 6mmt for the back). The material
is bright mild steel. For the back chassis,
I requested bending work because I have no
strength to bend 6mmt steel plate! Also I
ordered other parts of 12mmt and 6mmt at
the same time.

Don't order a pair of chassis with one drawing.
Draw two chassis in handed pair and order
one by one. Laser cutting always has risk
of warp. But if it is in opposite direction,
it will be canceled with assembly.

With my son, I have been to Kyoto Umekoji
steam shed in where one and only left C53
is preserved. I took 200 photographs with
my digital camera to record locomotive details.