2007年6月 「加減リンク受」

加減リンク受(モーションプレート)と、それに関連する部品類の加工・取り付けを行った。まずは「内側滑り棒受鋳物」、ようするに中央シリンダーのスライドバー後端を保持する鋳物だが、加減リンク受の保持も兼ねている。実物は主台枠の下端に達する巨大な鋳物で、さらに加減リンク受の前板も一体になっている。そのままでは木型がややこしくなるので、主台枠の上に出たドーム部分と加減リンク受前板をそれぞれ別の鋳物に分け、さらに主台枠内の部分をレーザーカット板で表現することにした。写真がその全てだが、これらが組み合わさって「内側滑り棒受鋳物」となる。

まず中央のドーム形の鋳物を加工する。定盤の上に荒目の布ペーパーを置き、鋳物の底を摺って仮の平面を出す。この平面をアングルプレートに押し付けて固定し、フライス盤で正面と背面を仕上げる。ひっくり返してバイスでチャックし、エンドミルの側面削りで、主台枠にボルト固定する面を仕上げる(写真)。同時に、底面も仕上げ直す。鋳物の両端に飛び出した、バネ釣軸ブラケットの外側底面も仕上げた。

内部の天井にある、中央スライドバー固定面を仕上げる。水平から7.5度だけ傾けるので、トップスライダーを7.5度にセットしてこれと平行にアングルプレートを取り付け、トップスライダーは外して、アングルプレートに材料を固定する。これをエンドミルの正面削りで仕上げた。
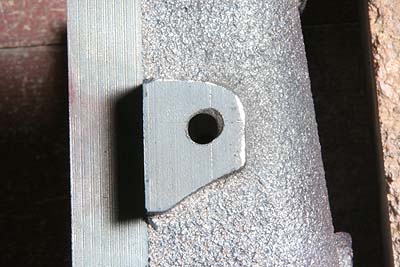
最後に、バネ釣軸ブラケットにピン穴を開けるのだが、ここで問題が発生。ブラケット部分が完全にチル化してしまっていたのだ。さらに厄介なことに、チルの周囲で材質が急激に変化しているようで、ドリルの刃先が柔らかいほうにどんどん逃げしまう。そのままではドリルが折れるので、加工物をそちらに移動させると、そこからさらに刃先がずれて、結局、できあがった穴は、入口が写真のように長穴になってしまった。穴位置もケガキ線に対して、大きくずれてしまった。そしてあまりの硬さでドリルはオシャカである。

工作を中断して、オークションその他をいろいろ漁り、電気炉の中古品を入手した(シロタMF-2)。七宝焼き用で、炉は175×120mm、出力700Wという小型のもの。いろいろと用途は考えられるが、目的はずばり、鋳鉄のチル除去である。私が注文している鋳物は小型、薄物が多く、今後ともチルは多発するはずで、他の用途にも使える電気炉は「買い」と判断した。チルは900~950度に加熱して徐冷すれば取れる。ガスバーナーでは加熱はともかく徐冷が難しい(何度かトライして駄目だった)。電気炉であれば、加熱後に一定時間保持もできるし、そのまま電源を切っても断熱性が良いので徐冷となる。

さっそく問題の鋳物を熱処理した。自動温度調整機能はないので、950度までフルパワーで上げて(所要1時間くらい)、ダイヤルを調整しながら4時間かけて600度まで下げた。そのまま炉内放置で室温まで徐冷し、歪んだ穴の矯正を試みた。もともとの穴径は5mmだが、長穴化して位置もずれているので、8mmのエンドミルを芯出しして、縦にボーリングした。表面が少し硬かったものの、きれいな丸穴が開いてくれた。ちゃんとチルは除去されたようである。穴径は、リン青銅のブッシュを入れて5mmに戻す。

写真は熱処理前後の鋳物の比較。右が熱処理後で、表面が青みがかった灰色に変色している。炭化しているようで粉をふいている。ワイヤブラシでこすると、赤錆色の面が出てくる。かなりの深さまで酸化している様子。表面酸化させずに熱処理をするためには、真空炉が必要なのだろう。

続いて前板を加工する。取り付け面をエンドミルで仕上げ、さらに横の全長、中央部段差を寸法どおりに仕上げる。ここでも両端部でチルの兆候が出たが、残念ながらこのサイズは電気炉に入らない。このあと、中央窓の下枠(鋳造時の歪みを防ぐために残しておいた部分)を切り取る。
![]()
前板に取付穴を開ける。問題は両端部の穴で、このままではチルのためまた穴がずれる。対策として、前板の上に平鋼を重ねて固定し、平鋼とまとめて穴を貫通させた。すなわち、先に貫通する平鋼の穴を、ドリルのガイドとして使うわけである。穴の位置は、ステージのXY座標管理で求めた。

ここで加減リンク受を加工しておく。フライス盤のステージに平行に固定し、加減リンク軸で原点を出し、すべての加工を座標管理で行った。加工したのは、加減リンク軸と逆転軸の穴開け、前後と下のフランジ面のエンドミル側面加工、前後フランジ側面のエンドミル正面加工である。この部品も大きすぎて電気炉に入らないが、チルの兆候は出なかった。なお加減リンク受には、心向き棒釣合バネ受というのを取り付ける必要があり、そのためのネジ穴は別のセッティングで加工した。

内側滑り棒受鋳物の各部品を主台枠に取り付る。さらに、加減リンク受の後板となる「加減リンク受支え」(3.2ミリのレーザーカット板)も取り付ける。この板は、左右の「取付鋳物」(熱処理前後の写真の鋳物)を介して、主台枠に取り付けられる。前後の板の間隔は、加減リンク受の現物合わせで決めた。

加減リンク受を位置決めする。加減リンク軸穴と逆転軸穴に丸棒を通し、これらが主台枠上端から所定の高さになるようにスペーサーを入れ、左右はそれぞれフランジの側面を前後板の側面とツライチに合わせる。この状態で、前後板と加減リンク受をクランプ固定する。

固定ボルトはM3で、前後左右の4ヶ所それぞれについて、加減リンク受の表と裏で5本ずつ、合計40本にもなる。外側は実物どおりボルト・ナット固定としたが、内側はメンテ性を重視して、鋳物にネジ穴を切った。まずハンドドリルで、前後板の穴を通して、鋳物に皿モミを入れ、分解して下穴を開け、タップを立てた。これを組み立てて、残る外側の丸穴を貫通させた(写真)。

逆転軸穴は、実機では上下分割となっている。そうしないと、逆転軸を取りつける時に、加減リンク受を外さなければならなくなる。模型でもそれでは不便なので、追加工で上下分割とした。分割面は水平に対して45度傾いている。写真のようなセットアップで、まず前後の固定穴位置に2.5ミリのドリルで穴を開け、さらに分割面の深さまで3ミリに拡大する。ここで0.3ミリのメタルソーで上部分を切り取り、残った穴にM3のタップを立てる。上下の組み立ての際には、間に0.3ミリの真鍮板をはさんで組み立てる。最終的にはここにリン青銅のブッシュをはさみ込み、ブッシュに逆転軸を通すことになる。
組み立てられた加減リンク受。主台枠がだんだと重たくなってきた。


今月は、シギヤ軽便鉄道の運転会に参加した。WILLIAMの運転は昨年秋の福知山以来である。晴天に恵まれ、二日間で約10キロ走った。運転会に参加された平岡幸三さんが、WILLIAMの写真を撮影してくれた。背景の選択、アングルのセンスが良く、実機とみまがう写真に仕上がっている。「写真館」に掲載したのでご覧あれ。ちなみに左の写真は、いつも鋳物をお願いしている名古屋のK氏が撮影。