2007年12月 「先台車(1)」
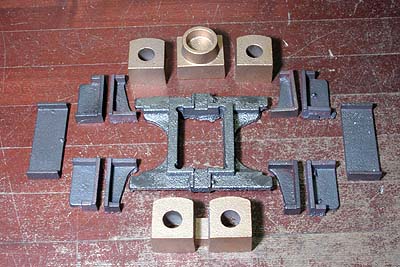
先台車の台枠は鋳物とレーザーカットの組み合わせで作る。写真は先台車に使用する鋳物のすべて(車輪を除く)で、黒いのが鋳鉄、黄色いのが砲金である。鋳鉄のうち中央の大きいのが横梁、周囲の8個が軸箱守、その末端を左右で接続するのが横扣。砲金は、軸箱と滑り子である。滑り子は、台車中心を軌道に対して左右に移動させるためのもの。設計上の制約により、復元装置はエコノミー式ではなく、バネ式とした。
鋳鉄は、チル除去のため、電気炉でアニール処理をした。以前の報告では、900度以上で1時間保持としたが、あまりしつこく熱すると、表面の酸化膜が厚くなって、ボロボロ剥がれてくる。今回は850度まで昇温して直ちに電源を切り、炉冷させた。それでもチルは除去できるようである。表面のサビ取りは、自転車のサビ落としと同じである。薄い油をたらしてワイヤブラシでこすり、ボロ雑巾で油ごと拭き取る。

中央の横梁から加工を開始。まず四爪チャックで底面を仕上げ、ここをフライスのステージに載せて固定し、上からの加工面を仕上げ、ひっくり返して、下からの加工面と側面を仕上げた。すべての加工は、XYステージの座標管理で行った。

ここで軸箱を加工する。鋳物を切り離し、四爪チャックで裏面を仕上げ、ひっくり返して、表面と軸穴とを仕上げる。
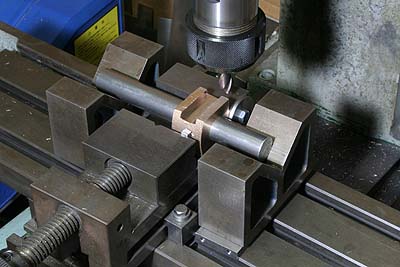
両側面のフランジ加工をする。加工物に車軸と同じ20mmの丸棒を通して、丸棒の両端をVブロックで保持した状態で、バイスにチャックした。軸穴に対して両側面の切り込み量を対称にするためである。まず平行に加工し、さらにバイスをステージに対して±3度傾けて取り付け、「つづみ型」に仕上げた。
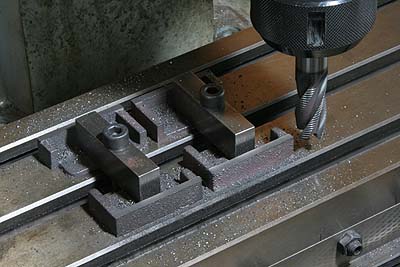
軸箱の上面は曲面になっている。ここはロータリーテーブルで仕上げる。左の写真は位置決め治具を取り付けた状態、右はここに加工物を取り付けて切削を終えた状態である。加工物の取り付け角度は、底面が治具の平鋼と垂直になるようにスコヤで合わせた。



上面の中央部にもスロット加工をして、軸箱が完成となる。ちなみに、軸箱の材質はBC6だが、ダクタイル鋳鉄より削りにくいという印象であった。粘性が強いためバリの発生がひどく、除去するのに苦労した。
続いて軸箱守を加工する。まず裏面を仕上げ、フライスのステージに直接固定して、正面を仕上げた。ここで軸箱の左右遊び量が決まるので、エンドミルの高さを固定して、全数を正確に同じ厚さに仕上げた。

軸箱摺動面、上下取り付け面を仕上げる。両者は正確に直角に仕上げる必要がある。

レーザーカットの側梁に、横梁、外側の軸箱守を取り付ける。事前に側梁に固定穴を開け、それぞれ部品を位置決めをして穴を移し開け、鋳物側にタップを立ててネジ止めした。さらに左右の軸箱守を、横扣で接続する。

左右をいったん分解し、内側の軸箱守を位置決めして固定する。軸箱を使って位置決めするのだが、間に紙1枚を挟んで、遊びを確保した。この時点ですべての軸箱、軸箱守には刻印を打ち、以後は組み合わせを守るようにする。

横梁の底には、滑り子の摺動面となるプレートを取り付ける。荷重が掛かる部分なので6mmの鋼板を使用し、M4ボルト8本で取り付けた。中央の長穴は、先台車落下防止のための貫通ピンが通る穴である。
軸箱守の底をふさぐ扣は、前後が接続された1枚の帯板になっていて、下の側梁を兼ねている。これを取り付ければ、台枠のできあがりとなる。ずいぶん華奢に見えるが、軸重が掛かるのは横梁だけなので、強度的に問題はない。
