2007年11月 「イコライザ(2)」
担バネの両端にはバネ用座金が乗っている。座金は、上下の部材がアールによりかみ合っていて、上の部材が左右に自由に傾けるようになっている。最初はワッシャでごまかそうと思ったが、特に従台車まわりはよく目立つし、機能部品でもあるので、ちゃんと表現することにした。先台車を入れると、24組が必要となる。断面形状を削り出すためのカッターを作れば、効率よく量産できる。上は直径12mmの真鍮丸棒から、下は同じサイズの角棒から作る。

カッターの材料は10mmのドリルロッドである。写真はシルエットを削っているところ。完成バイトを先端が約0.4Rの剣バイトに成形して、これを0.1mmピッチで計算座標どおりに動かして、シルエットを削り出した。最後に細目のヤスリで表面をなめらかに仕上げる。

カッターの刃になる部分をエンドミルで切り、バーナーで焼入れし、電気炉で焼き戻した。オイルストーンで刃先を研ぎ出して完成。上下それぞれ別のカッターが必要である。

まず上座金から。旋盤で真鍮丸棒の中央に穴を開け、フライス盤のバイスでチャックして、このカッターでシルエットを切り出す。これをまた旋盤に戻して、所定の幅で突っ切る。これのくり返しで、どんどん量産していく。中央の穴は、5mmの軸を必要な角度まで傾けるため、直径5.5mmとした。カッターには逃げ角を取ってないので、エンドミルのような切れ味は得られず、側面がこすれてビビリが発生する。少ない切込みで加工しなければならず、ここで時間を要した。

下座金は角型であり、角棒を四爪チャックして旋削する。裏面に、担バネの穴に圧入するための突出部を形成する必要がある。突っ切りバイトで段差を作ってから、刃の位置をずらして突っ切る。
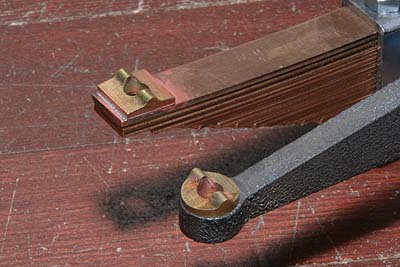
担バネの頂上の1枚に圧入し、回転防止のためハンダ付けした。酸洗いしてから圧入し、接合部にフラックスをしみ込ませ、大型のハンダゴテで一辺から加熱してハンダを流す。写真は板バネを組み上げた状態。
その下は従台車釣合梁用の座金で、ここだけ丸型になっている。鋳鉄はハンダ付けが困難なので、突出部分を長めに作り、ロックタイトで接着した。

主台枠をまたぐリンク(バネ釣)は、レーザ加工品に穴を開けたもの。実機は両端が厚くなった鋳物だが、両端の厚い部分はワッシャを追加してごまかすことにする。

各リンクを固定するピンは、S45C丸棒を旋削して作り、割ピンで固定する。こちらは全部で26本が必要。割ピンのサイズは、呼び1.2*10mmである。1本1円程度だが、数千本単位でしか手配できなかった。

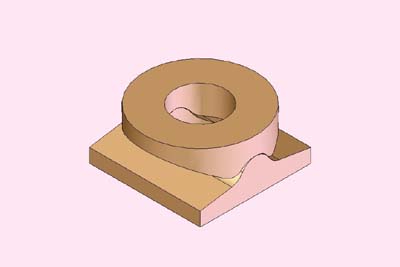
従台車担バネの下には、従台車軸箱と摺動する滑り子をぶら下げる。鋳鉄製の本体の底を段差加工し、ここに砲金のディスクを接着する。下から六角穴付きボルトを通して保持するので、中央の穴は内部を段差加工している。なお実機の滑り子は、ディスクが軸箱側に固定されているが、それだと急曲線通過ではみ出してしまうので、ディスクは上の滑り子と一体にして、軸箱表面を滑り面とする。
ちなみに実機の図面では、ここはコロ式転子装置になっている。コロの摩耗が激しいため、プロトタイプでは滑り子に変更されている。

滑り子は担バネに固定ではなく、遊びを取って前後左右に傾けるようにする。滑り子のすぐ上の矩形部品にはネジが切ってあり、ここでボルトの長さを調整する。担バネはこの矩形部品と上のナットで締結されており、滑り子は、ぶら下がっているだけ。ボルトはM5だが、滑り子の穴は6mmである。
前回作製した部品と組み合わせて、イコライザが完成。量産部品ばかりで、疲れた・・・

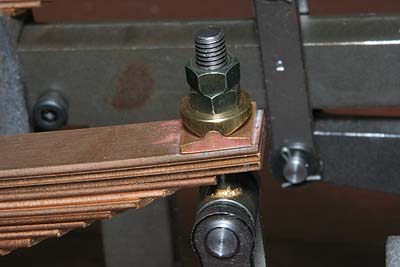
座金部分のアップ。ダブルナットで車高を調整するようになっている。

こちらはコッタを用いた接続部。第三動輪の後部だけこの形状である。

動輪のバネ台の両側には、バネ台の位置ずれを防止するためのダミーのボルトがねじ込んである。ボルトの頭がストッパーになっている。