2008年5月 「動輪切削(1)」
車輪の加工が後まわしになった理由は以前に書いたが、特に動輪の場合、直径が旋盤の振りを越えており、ベッド左端のギャップを利用して削らなければならない。そのため制約が多く、段取りを決めるのが大変だった。さらに第一第三動輪と第二動輪とで、車軸端部の直径が異なる。そして左右の位相は120度ずれており、偏心輪との位相も合わさなければならない。これらをどう解決するか、加工法を吟味しなければならない。それが遅れた理由である。

動輪切削の前に、まず車軸を製作した。通常は先に動輪を削ってから、それに合わせて車軸を削るのだが、動輪が旋盤ベッド上の振りより大きいため、はめ合い確認ができないのだ。旋削方法は先輪などと同じ。この時点では、第二動軸もストレートにしておく。

実物の車軸は、動輪とのはめ合い部分が最も太く、中央部に行くにしたがって細くなっている。しかしライブではバックゲージを正確に出すため、太い軸の両端を旋削して動輪とのはめ合い部分を確保するのが通例である。結果として車軸の直径は、スケールよりかなり太い30mmになった。

動輪切削のための治具を用意する。まず面板をギャップぎりぎりまで拡張するため、レーザ加工の円盤を用意し、面板に取り付けた。取り付けネジが表面に突出しないように皿ネジを使っている点に注意。円盤には、リムの高さ決めのためのリング(同じくレーザ加工)をネジ止めし、表面を旋削して主軸垂直面を矯正する。円盤とリングはいずれも厚さ9mm。円盤には動輪クランプのためのネジ穴が多数開いているが、穴位置は、加工の段取り、スポーク本数、カウンターウェイトの位置を吟味して慎重に決めた。

動輪穴開け後にセンターを出すためのヤトイを製作した。旋盤のギャップの幅がせまいので、治具に動輪を取り付ける際は、ヤトイを抜かないと動輪を入れられない。従ってヤトイは何度抜き差ししても正確なセンターを保持しなければならない。MT2のブランクアーバーを段差加工して、丸棒から作ったリングを銀ろう付けし、主軸に取り付けて外径を仕上げる。この時点では、第二動輪(太い方)の穴径に合わせておく。ヤトイの先端にはM6、尻にはM8のネジ穴を開けた。スポーク裏面加工時に動輪をセンターで固定するためである。

第二動輪の加工からスタート。まず基準平面を出す。リム表面を基準にするので、リムを治具に向けて固定し、リム裏面の鋳肌を削り取る。こういう場合、無造作に鋳物を締め付けると必ず歪が出る。そのまま面を削ると、リリースしたとき今度は面が歪むことになる。クランプした三箇所の、治具とリムの間に薄板を挟み、三点支持とすることで歪を防いだ。回転数は47rpmが限界だった。終わるまで待ちきれないので、フライス用に作ったリミットスイッチを用いて、自動停止させた。以後、ほとんどの切削にはリミットスイッチを使っている。

ここで鋳物の芯出しをする。芯付近をエンドミルの正面削りでクリーニングし、デバイダーでリムの内側段差からセンターまで、四方向から「#」型のケガキを入れて、フライス盤ステージをその中央に芯出ししてセンター穴を掘る。

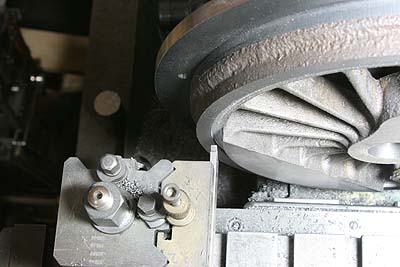
さきほどの基準面を治具に当て、心押しのハードセンターを鋳物のセンター穴に押し付けて芯を出し、スポーク間をクランプする。ここで主軸を250rpmで回すと、巨大なカウンターウェイトにより部屋全体が揺れるほどの振動が発生。反対側にバランスウェイトを付けるスペースもないので回転数を下げるしかなく、160rpmまで下げると振動は止まった。この回転数で13mmのドリルを貫通して中繰りで径を拡大し、車軸とのはめ合いを見ながら仕上げた。中繰りバイトは自動送りで往復させるが、刃先が円盤に接触する前に止めなければならない。ここでもリミットスイッチを活用した。

クランプはそのままで、ボスを仕上げる。鋳肌からの削りしろは2mm。中繰りバイトで内から外に向かって削った。カウンターウェイトと伴削りになってしまうが、半径を決めて、カウンターウェイトの一部もいっしょに削る。

ボスを高さを基準として、リムを削って仕上げる。カウンターウェイトの外周も仮仕上げしておく。ここではセンター穴にヤトイを入れて芯出ししている。

ボスを削らずにカウンターウェイトだけを仕上げるため、動輪を偏心固定させる。ヤトイを抜き、代わりに主軸を貫通させたM12長ネジで固定する。実機の設計だと、ボスとカウンターウェイトの段差はほとんどなく、ツライチにしてもいいのだが、研磨の都合も考えて0.6mmの段差を付けた。
再びヤトイで芯出しし、リムとカウンターウェイトの間の溝入れ加工をする。外側にテーパーを付けた突っ切りバイトを作り、これで正面削りをした。ビビリが発生しやすく、最低回転数で、少し掘ってはバイトを左右に動かして溝を拡げるというやり方で、慎重に削った。

ひっくり返してボスの裏面を加工する。動輪の横動を確保するため、ボスの裏面はフランジより奥に引っ込んだ設計にした。第一第三動輪がリムより0.5mm低く、第二動輪は1.5mm低くしている。仕上げ後に車軸穴の周囲に面取りを入れる。車軸段差部のアールを逃げるためである。

ボスのセンターを真鍮円盤で固定し、スポーク間に回り止めピンを取り付けて、裏面外周を仕上げる。円盤を締め付けてヤトイが抜けないように、主軸の裏からヤトイを長ネジで引いている。

剣バイトで、裏面スポーク部分に座繰りを入れる。剣バイトはグラインダーで再整形し、外周側の横方向逃げ角を大きく取っている。そうしなければ、正面削りには使えない。
今月はとりあえずここまで。とにかく回転数を上げられないので、べらぼうに時間がかかる。動輪の切削を始めて、一気に工作スピードが落ちてしまった。タイヤコンタの仕上げは来月紹介する。