< Brake System 2 >

There are two kinds of brake beam hangers.
They are made of cast iron. The photo shows
hangers for 1st and 2nd driving wheels, cut
to desired thickness and drilled connecting
holes.

This is a cast iron for the 3rd hangers.

The bottom face is cleaned in four-jaw. The
face become outside of the hanger. After
that the inside is finished by milling.

Holes for pins are opened and the outside
curved face is cut in the rotary table.

Finally the bottom slit is cut by milling.

The brake beam is made from laser-cut steel
plate and steel stud. They are silver-soldered
together. Incidentally, full size brake beam
is provided as a unified cast iron.

The photo shows linkage parts for the brake
beam. They are the smallest castings that
I've ever ordered.

The bolting face is cleaned. And then the
rink hole is opened as the photo shows.
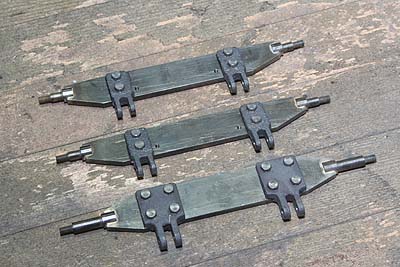
Assembled brake beams. The larger one is
for the 3rd driving wheels.

The levers for linkage are laser-cut steel
plate with drilled holes. Two of them have
phosphor bronze bushes. They are not for
anti wearing but as spacers on both sides.

Pins for linkage are made from steel rod.
They are fixed with cotter pins. It needs
37 pins for the brake system assembly.

Following the prototype, angle of each brake
shoe is adjustable with a leaf spring and
push bolt. The photo shows parts for adjustment.
The leaf springs are made from 0.5mm phosphor
bronze plate. They have two kinds of profile.
The hollowed bushes secure the springs around
the brake shoe pins. The brass angles are
brackets for push bolts.

The photo shows assembled parts for 1st and
2nd brake shoes. The left one shows a view
from the inside. One end of the spring holds
the brake shoe, while the other end is push
by the adjusting bolt.

The adjusting bolts for the 3rd brake shoes
are secured onto the brake beam, instead
of brake beam hangers. Of course the brake
beam always has to be kept horizontal. There
are some parts for the purpose. I will introduce
in the next time.
The brake link system is assembled without
the hangers.
