2009年5月 「シリンダーブロック加工(1)」
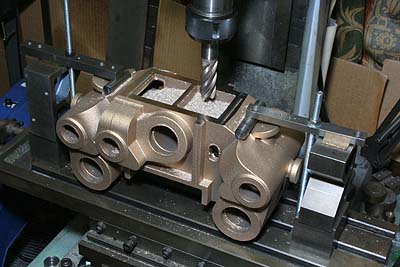
シリンダーブロックの加工を開始。まず上部の平面を仕上げる。ここが高さ方向の基準面となる。フライス盤のステージ上に置き、四隅に下敷きをかまして、ぐらつかないようにする。このとき前後左右の弁室開口部の中心をおおよそ求めて、その高さがテーブルから一定になるように下敷きを調整した。中心高さを基準にして、上部平面をエンドミルで仕上げる。

ひっくり返して、主台枠に取り付けるコの字部分を仕上げる。ここでの左右の壁が、左右方向の基準面となる。写真の右手前に立っている丸棒は、ステージから所定の高さに仕上げるためのゲージである。ここで、左右気筒の底部分も仕上げた。気筒の底は抜き勾配のため中央部が膨らんでおり、それを削り取って下の基準面を出すわけである。

気筒と弁室のボアは、旋盤の裾えぐりで仕上げるのだが、シリンダーブロックが巨大なため、旋盤のテーブルから前後にはみ出してしまう。このままではクランプできないので、テーブルのT溝を前後に延長する治具を作った。これをT溝に差し込んで、前後にオーバーハングした部分をネジ止めするのである。強く締めると治具が変形し、クランプ力は期待できないが、致し方ない。
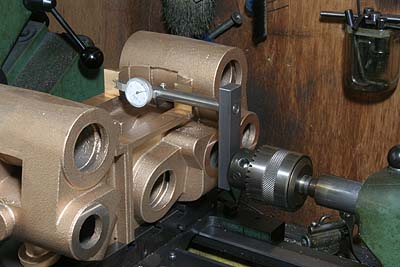
小手調べに弁室のボーリングから始めた。シリンダーブロックを裏返して、旋盤のテーブルに載せると、主軸が弁室中心高さと一致するようになっている。そして心押し台にレバー式ダイヤルゲージを取り付け、これで底のコの字部分をなぞって(心押し台ではなくサドルを動かす)、左右基準面がベッドと平行になるようにして、上からクランプする。

まず前後カバーを取り付けるフランジ面をフライカッターで仕上げる。ここで鋳物の前後基準面が決まることになる。フライカッターは、旋削用のバイトをツールポストごと四爪チャックでつかんだもので代用した。まず片側の3穴を仕上げ、鋳物を取り付けなおして反対側を仕上げる。実際は、テーブルの横送り量が不足して左右の弁室に届かず、4回取り付けなおしている。

ここで、裾えぐりのためのツールを準備する。20mmのS45C丸棒の両端を仕上げてセンター穴を開け、中央部にクロス穴を開けてここにバイトを取り付ける。

弁室用の細いバイトは5mmハイスドリルから作った。先端の角度は60度。左右面の縦の逃げ角は5度。これだと先端の逃げ角は約10度になる。グラインダーで整形し、オイルストーンで面を仕上げ、先端に0.2mmほどのアールを付けておく。

弁室内に残った余分な壁(先月報告)を、ホールソーで削り取り、裾えぐりを開始。丸棒を両センター支持して、回し金で動力を伝達する。スタート径は25mmでこれを33mmまで拡大する。回転数を100rpm以下に落とし、最小ピッチで自動送りをかけ、刃先を0.2mmずつ出しては1往復させる。これをくりかえして穴を拡大していく。1往復に30分くらい時間がかかり、非常に効率が悪い。しかし切り込みをこれ以上大きくすると、クランプ力が不充分なために加工物がズレてしまうのだ。途中で何度も平行度を確認しながら慎重に削った。

バイトの突き出し量は、ベッドからの高さで調整した。刃先を真下に向け、ベッドとバイトの間に下敷きを入れて調整する。1往復ごとに下敷きの高さを0.2mm単位で低くしていく。荒削りだけで、1穴についてバイトを2度ほど研ぎ直す必要があった。最後は刃先固定で2往復させて仕上げた。

例によってリミットスイッチを使い、オーバーランする前に旋盤のモーターが停止するようにした。こうしておけば、削りながら別の作業ができる。