2009年6月 「シリンダーブロック加工(2)」
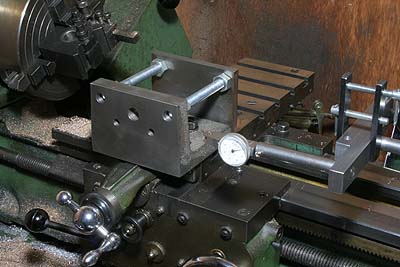
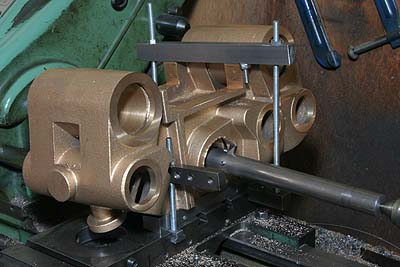
続いて気筒のボーリングを行う。まずは外側気筒から。旋盤のテーブル上に鋳物を正確に固定するため、写真のような治具を用意した。アングルプレートは、主台枠加工に用いたものだが、所定の高さに切断してフライスで仕上げている。それと同じ高さに仕上げた9mmの鋼板を、アングルプレートの反対側に立て、スタッドボルトとナットで間隔を調整できるようにしている。アングルプレートはテコ式ダイヤルゲージで正確に平行に固定する。
ここにシリンダーブロックの下のコの字の切り欠き部分を載せると、旋盤主軸高さが、気筒の中心と一致するようになっている。この状態で先ほどのボルトとナットで鋼板を押し広げて、ガタがないように固定する。さらに上から全体を押し付けて固定する。

弁室と同様に、まずフライカッターで端部の加工を行い、続いて裾えぐりでボアを仕上げる。ここでは弁室で用いたドリル製バイトではなく、フライカッター用の太いバイトを用いた。半径0.2mm単位で拡げていき、最終寸法で二往復させて仕上げた。

バイトの仕上げのままだとボア表面が荒すぎるように思われたので、ホーニング加工を実施した。使用したのは、自動車用エアシリンダーの仕上げに使用される三又オイルストーンである。あまり精度の高い工具ではないが、ライブのシリンダー程度の加工ならこれで充分と思われる。
内部を切削油で充分に濡らし、回転しながら数回往復させ、表面を指先でなぞって滑らかになるまで研磨した。ちなみにピストンとシリンダーには直径で0.1mm程度のガタを取り、ピストンリングにはOリングを使用する予定である。

リミットスイッチは1方向のみにしていたのだが、反対方向の切削時にうっかりしてオーバーランを発生させてしまった。通常の切削音が大きいので、クラッシュの音と気付くまで時間がかかり、気付いたときには、主軸の回し金によってシリンダーの一部が1ミリ近く削り取られてしまった。被害にあったのは、すでに仕上げた弁室端部フランジ面の一部。ボルト穴の半径位置まで平面が残っているので、ヘッド固定には問題なさそう。傷はヤスリで修正してこのまま使うことにする。
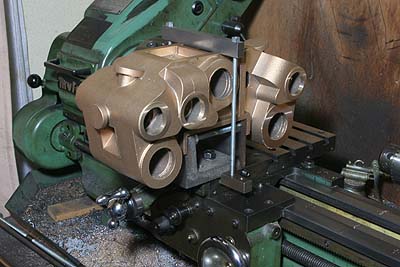
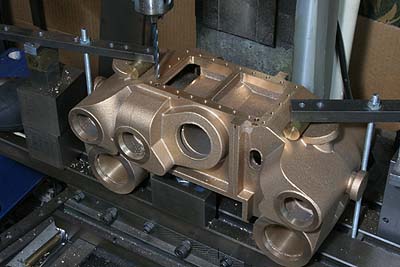
中央気筒の加工が最も厄介である。シリンダーブロックを7.5度傾けた状態で、正確に芯を出さなければならない。さらに、ボア左右に弁室が張り出しているので、フライカッターを横から進入させることができない。従って旋盤でのセットアップでは、ボーリングはできるが、端部は仕上げることができない。端部はフライス盤で仕上げることになる。
事前に、シリンダー上部のフランジ部分に、位置決めピンの穴を開ける。ここで前後左右の座標を正確に出すので、ついでにフランジ固定用のネジ穴も開けておいた。写真ではわかりにくいが、ドリルの先端延長上にある穴が位置決めピン穴で、左右対称に2穴開けている。

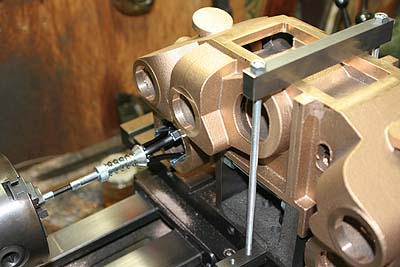
旋盤のテーブルに、写真のような治具を取り付ける。2本の平鋼を丸棒で接続(ロックタイト接着)したもので、平鋼の表面はそれぞれ7.5度の斜面が削られていて、位置決めピンが2本立てられている。なお黒いボルトは2本の平鋼の位置決めのための固定用で、使用直前に取りはずす。ピンが立っている方の平鋼は、埋め込みボルト4本でしっかり固定されている。
シリンダーブロックを反転させて、さきほどの位置決めピン穴にピンが入るようにセットすると、正確に中央気筒の芯が出る(そのように治具を設計している)。そのまま上から押し付けて固定し、左右気筒と同様に、裾えぐりでボーリング加工をする。こちらの方が固定が安定しているので、ボアはバイトだけできれいに仕上がったが、念のためにここもホーニング加工を実施した。
端面加工は次回報告する。