< Cylinder Block Cutting 3 >

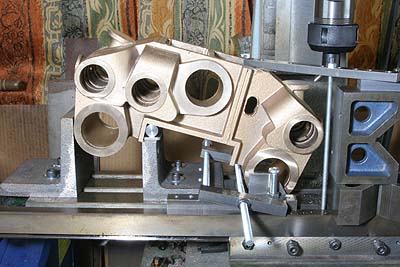
In order to finish the inner cylinder cover
face, the inner cylinder jig (reported last
month) is set on the milling table vertically
with a large angle plate. The pins for jig
are not necessary here.

The cylinder casting is clamped on the jig
with a large C-clamp. First, the back cover
face is faced up. Lower ends of the outer
cylinders touch on the stage but adjusted
with shims, so that the back cover face becomes
truly parallel to the table.

The back cover face is roughly cut by endmill
and finished by fly cutter.

Unwanted wall between inner cylinder and
inner steam chest is removed by a sanding
bit.

The front cover face is aligned parallel
to the back face without the jig. The front
face and inner wall are cut just like the
back face.

There are snifting valve flanges at both
sides of the cylinder casting. The flange
faces are fly-cut in the lathe.

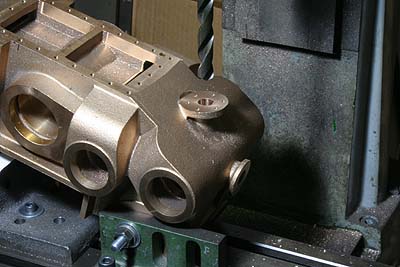
The snifting valve boring height is a little
lower than the valve chest center height.
Therefore, the lathe center cannot reach
the boring height in the reversed setup.
Also I cannot utilize milling machine because
the machine height capacity is less than
the width of the casting. I got into a fix!

In the last resort, I drew out the lathe
table and put the casting direct onto the
saddle with a suitable packing. In order
to clamp the casting, the lathe table is
drawn halfway and holds the job with angle
plate. The screw handle is no longer effective
in this position, so I adjust the table position
with a small hammer and lock it. Thus the
center hole is drilled and reamed. Note the
tail stock pushes the casting against the
drill.
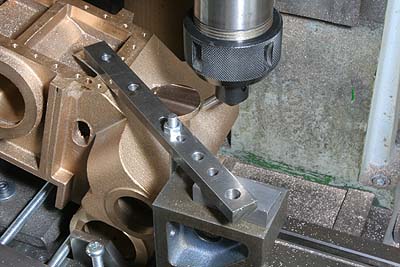
The last operation is for the steam inlet
flanges. The flanges tilt in 15 degree. As
the photo shows, the casting is aligned at
15 degree by angle plate and round rod. Note
another angle plate pushes the casting so
as to prevent slipping.
First the flange face is cut by endmill and
fly cutter.
The center hole is drilled. Also the bolting
holes are opened.
Finally unwanted edges and burrs are removed
with files, then the troublesome process
for the cylinder block is almost completed,
still I need to open a lot of screw holes...
