< Cylinder Block Cutting 2 >
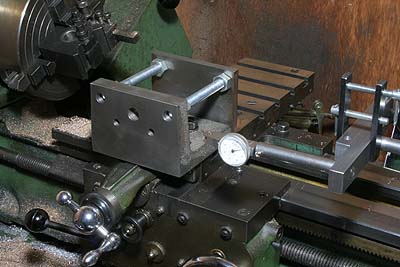
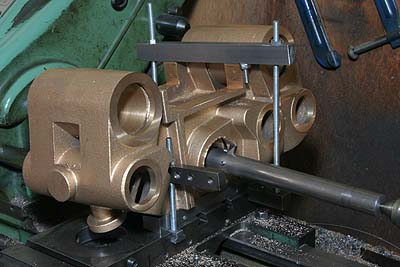
Now I start boring the outer cylinders. In
order to fix the cylinder block firmly and
precisely on the lathe table, I prepared
a jig as the photo. The angle plate is cut
to proper height and fixed on the table truly
parallel to the lathe bed. A steel plate
of the same height faces to the angle plate.
The screws and nuts are to adjust distance
between the angle plate and the steel plate.
The cylinder block is set onto the jig and
the nuts are tightened. Then the bore is
aligned correct height and parallel to the
headstock. I added overhead clamper so as
to secure the job firmly.

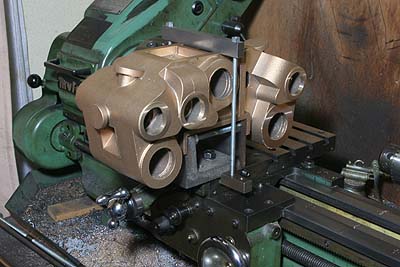
After fly-cutting the bolting faces, the
bore is finished with the same boring tool
as the steam chest.

This is a cylinder honing tool for automobile
air cylinder. I employed this to finish the
cylinder bores.
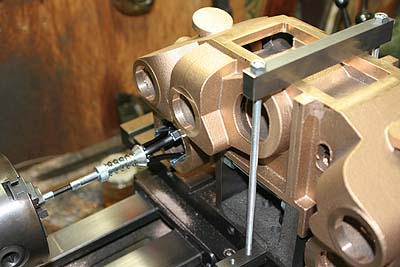
With plenty of cutting oil, the horning tool
goes back and forth with spinning until the
bore surface becomes smooth.

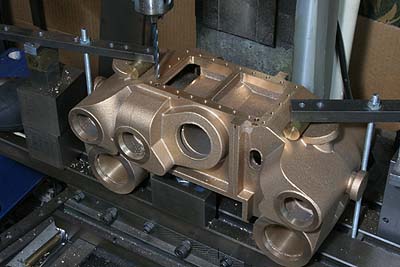
This is a damage of crash between the casing
and the lathe headstock. The accident occurred
because I forgot to stop the lathe at the
bore end. The damage did not reach to the
bolting radius, so I continued the operation.
The rest of boring operation is for the inner
cylinder. It is the most difficult because
the cylinder block has to be tilted in 7.5
degree from the lathe headstock. Also I cannot
fly-cut the bolting faces in the lathe because
the steam chest projections obstruct access
from both sides.
So as to setup the cylinder block, it needs
two positioning pins. Holes for the pins
are opened here. I took this opportunity
to open all of screw holes for the top flange.
In the photo, the hole at the drill tip is
for the positioning pin. There is another
hole at the symmetric position.

The photo shows jig for the setup. Two rectangle
bars are spaced in proper distance by thin
round rods glued into the bars. Top faces
of the both rectangle bars are cut in 7.5
degree. There are two positioning pins on
the higher bar. Incidentally, two black screws
on the lower bar will be removed before the
setup. The higher bar is fixed firmly onto
the table with four sunk screws.
The cylinder block is reversed and mounted
onto the jig with the positioning pins. Then
the inner cylinder is truly aligned to the
lathe center. After that whole job is clamped
from the top and the cylinder bore is finished
by the boring tool.
I will report how I cut the cylinder bolting
face in the next time.