2009年8月 「シリンダー部品鋳物」
ここでまた鋳物の準備である。高圧蒸気と接するシリンダー関係の部品には、サビ防止のため砲金鋳物を使用する。モデラで木型を作成し、鋳造を依頼した。

これらはいずれも片面割りの木型で、丸いものが気筒前蓋および、中央蒸気室後蓋である。四角のものは外側メインロッドと内側メインロッドのビックエンドブッシュで、使用はまだまだ先だがついでに鋳造してもらう。
気筒後蓋の木型は、左右分割の割型とした。ここでは尻棒を保持する詰箱の木型と組み合わせて一体鋳造する。単独だと型のすわりが悪いためである。詰箱は鋳造後に切り離して使用する。左の型の白い点は、ダボとして使用したプラ棒の断面である。

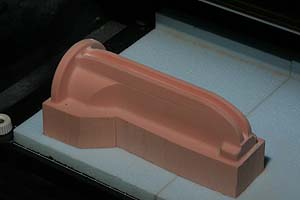
蒸気室前蓋は捨型を用いて鋳造する。内部の穴は鋳造後に開ける。捨型はそのまま現型の両面切削時の固定ベースとして使用できる。
手順は以下のようになる。
1. 現型の下半分を切削する
2. 捨型を切削する
3. 現型を反転させて捨型に固定し、現型の上半分を切削する(切削データは、現型の上半分+捨型)

外側蒸気室後蓋の木型。これも左右分割の割型で、内部の穴は鋳造後に加工する。

ピストン弁ライナー用の木型。中子を使って円筒型の鋳物にする。
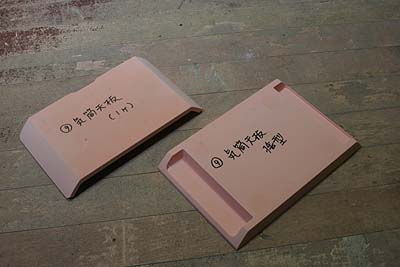
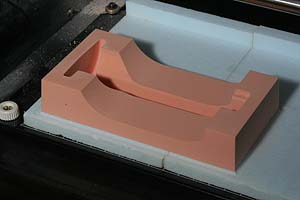
シリンダーブロック天板の木型。ここは捨型を用いた。蒸気室前蓋と同様に、捨型を切削ベースとして用いた。

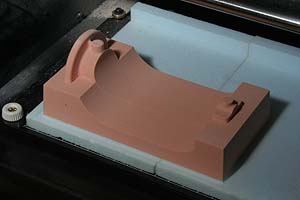
これらは砲金ではなく鋳鉄用の木型で、グレズレー弁装置の大テコおよびそのブラケットである。剛性を高めるため、砲金ではなく鋳鉄とした。大テコはモデラのサイズに収まらず、中央で分割して切削した。表裏を貼り合わせて捨型で鋳造する。ブラケットの切り欠き部分(テコを受ける)は、鋳造後に加工で開ける。
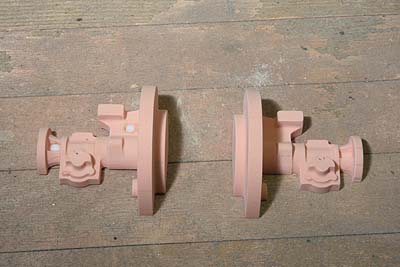
できあがった砲金鋳物。表面は鋳物固有の凹凸があるが、形状はきれいに表現されていた。これだけで重量はおよそ10キロあり、それなりの費用がかかった。


こちらは鋳鉄の鋳物である。予備を含めて各2個を鋳造してもらった。
ライブの部品には実物と同様に鋳物が多用されるが、当然ながら鋳肌の凹凸はスケールダウンされない。実機をスケールダウンした形状を忠実に再現したければ、鋳物の地肌はすべて削り取らなければならない。しかし模型としてみた場合、たとえスケールオーバーでも鋳肌を残しておく方がかえって実物っぽくなる。小型模型にはさすがに使えないが、5インチのライブスチームとなると、鋳肌を残す方がいい感じになるのだ。ただし細密な部品は鋳物を使わずに機械加工した方が良い。大柄な鋳物と精密な加工部品の絶妙のバランス、それが大型模型の魅力である。