2009年7月 「シリンダーブロック加工(3)」

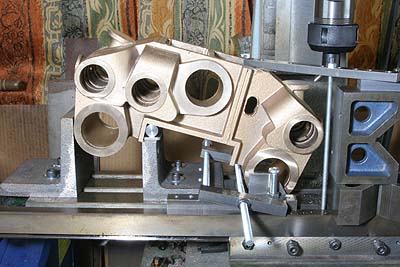
中央気筒の端面加工のため、フライス盤のステージにアングルプレートを立て、ボア仕上げに使った治具を取り付ける。ピンは用いないので抜いておく。

シリンダーブロックをここに押し付けて、大型のシャコ万で固定する。切削の剛性を確保するため、シリンダーブロック下部はステージと接触させているが、左右弁室端部の定点が同じ高さになるように、薄板で嵩上げしている。これで中央気筒の端面は、ステージと平行にセットアップされた。

中央気筒の端部を仕上げる。ラフカットエンドミルで荒削りをして、最後の0.1mmをフライカッターで仕上げた。エンドミルで仕上げても良いのだが、それだと切削跡の横筋が残ってしまい、見栄えが悪い。仕上げ高さは、これも左右弁室端部の定点を基準にしている。ここで仕上げたのは弁室の後端面(直角度が重要な方)である。

ここで、中央弁室と中央気筒の間の壁(中子の隙間で形成された余計な遮蔽膜)を、回転砥石で削り取る。わざわざここまで待ったのは、矩形の壁が中央気筒に合わせて7.5度傾いているからである。壁が破れたら、細い角ヤスリで開口面積を拡げる。

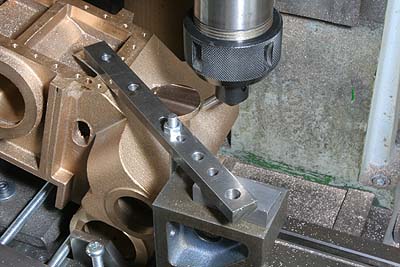
続いて前端面の加工。ここは治具は使わず、後端面を基準にして仕上げる。後端面がステージと平行になるように平鋼で嵩上げして固定し、ステージからの高さ管理で前端面を仕上げた。こちら側も同様に余計な壁を回転砥石で削り取る。

シリンダー両端の、空気弁取り付けフランジ面を加工する。実機ではフランジの内側が突出していてシリンダーカバーを貫通するようになっているが、複雑な加工がやりにくい場所であり、単純な平面とする。旋盤のテーブルに横向きに取り付け、フライカッターで仕上げた。
空気弁用の穴の高さは、弁室中心よりわずかに低い。設計しているときは全く気づかなかったが、これだと鋳物をひっくり返して旋盤テーブル上に置いても、主軸中心が穴まで届かない。鋳物をどの方向に置いても届かない。ではフライス盤はどうかというと、横倒しで立てたときの高さが300mmを超え、フライス盤の懐に収まらない。かといって精度の出ないハンドドリルは使いたくない。大いに困り果てた・・・

苦肉の策が、旋盤の横送り台を抜いて、アリ溝の凸面の上に加工物を乗せるというもの。これで辛うじて主軸が穴に届いた。アリ溝にスペーサーを置いて芯高を合わせる。完全に抜くと固定に困るので、半分だけ抜いてアングルを取り付け、このアングルに加工物を取り付けた。この位置ではすでに送りネジが抜けていてダイヤルは効かない。小づちでスライダーを叩いて位置を調整し、アリ溝を締め付けてロックした。加工時は、心押しで背後からサポートしながら横送り台を進めた。ドリルで下穴を開け、リーマで仕上げた。
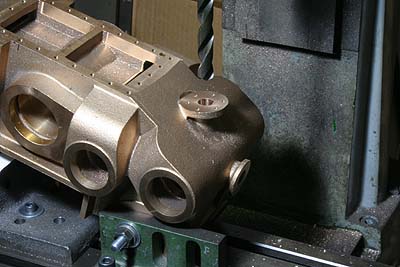
最後は蒸気管取り付けフランジ面の加工。ここは水平から15度傾いている。シリンダーブロック下のコの字のコーナー部分に丸棒を当て、その高さを調整して角度を定めた。丸棒の下のアングルはコの字の側面と接触しており、外側もアングルプレートで押して、加工物のずれを防いでいる。
まず取り付け面をラフカットエンドミルで荒削りし、フライカッターで仕上げた。面の一部が鋳物にめり込んでいるのでここも同時に円形に削り取る。
ここで一度リリースして加工面に穴位置をけがき、再び同じセットアップで穴を開ける。フランジを固定するネジ穴も同時に開けた。それぞれの穴位置はXYステージの座標で求めた。センタードリルから開始してドリル貫通、タップ立てとなる。
最後にヤスリで加工部の面取りをやり、全体の角ばった部分をヤスリで整形して、シリンダーブロックの加工が終了。やっと肩の荷がおりた。各部品の取り付けネジ穴は、各部品ができてから現物合わせで開ける予定である。
