< Main Cylinder 2 >

Cylinder covers are drilled through the jig
that I introduced last month.
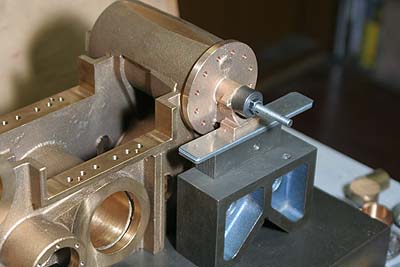
Back cylinder covers should be aligned so
that the bolting face of slide bar becomes
horizontal. The photo shows how to do it.
In case of the inner cylinder, the tilt jig
for boring process can be used again.

The cylinder block is countersunk through
the covers. After removing the covers, the
cylinder block is drilled and tapped.
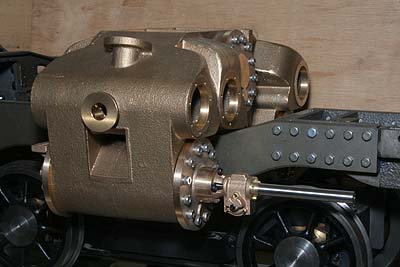
The cylinder block casting has no flange
for the covers. So the cover bolts are arranged
in smaller dia. than the prototype. The bolts
will be hidden with jackets later. Incidentally,
model locomotive cylinder bore is often smaller
than the reduced scale of full size locomotive.
Because we don't need scaled power of the
full size, as far as we drive it at scaled
speed.

Top plate of the cylinder block is also made
of gunmetal casting. It has slopes at both
sides to hold the smokebox. First, the bottom
face is cleaned with end mill.

Top face is cut to final thickness.
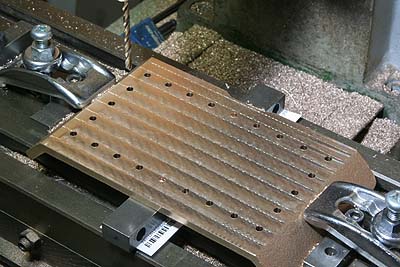
Holes for bolts are drilled. Position of
each hole is located by X-Y dials of the
milling stage.
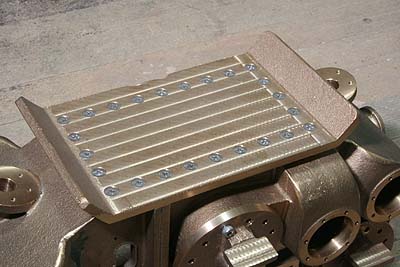
Finally the top plate is bolted down onto
the cylinder block with countersunk head
bolts. Steam outlet port is not opened yet.
It will be at the center of the plate.
Due to a long business trip, I suspend this
blog for several months. I will return within
the year.
Thanks!