2017年1月 「シリンダーカバー」
シリンダーヘッドカバーに引き続き、シリンダー本体のカバーを作製した。加工は単純な板金工作である。これでシリンダー関係の工作は最後になる。
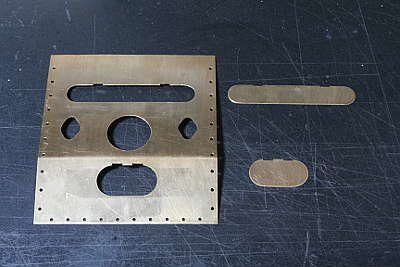
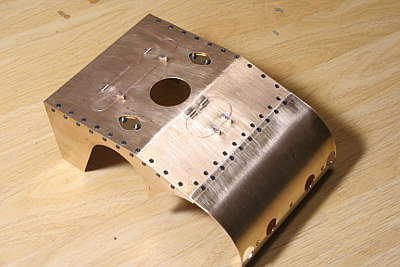
側板には0.5mmの真鍮板を使用した。後から裏板を付けるので、これでも強度は確保できる。上下に点検フタがあるが、模型では点検する部品もないので、固定にする。中央の丸い穴は、空気弁が付く穴で、その左右の菱形の穴は、弁調整用の窓ある。

フタには、上部にヒンジが、下部にラッチが付く。いずれもダミーである。ヒンジは2mmの真鍮丸棒から作った。ドリルレースで糸鋸を使って切れ目を入れ、さらに裏面をハンダ付けするため、裏を0.5mm削って平面を出した。
ラッチはややこしい形状だが、丸棒と板を組み合わせて表現した。エンドミルで丸棒に切り込みを入れ、板材から切り出した帯板を銀ロウ付けする。これを輪切りにして、軸受け部分をハンマーで潰して拡げ、ヤスリで全体を整形した。軸受け部分は潰れて薄くなるので、あらかじめ厚くしている点に注意。


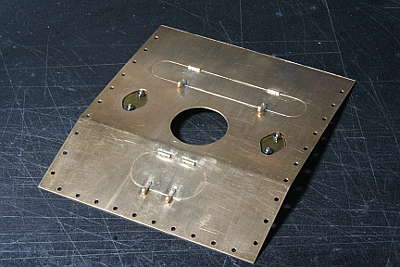
各部品を取りつけた状態。弁調整窓の菱形のフタは、C53初期モデルでは側板より内側に引っ込んでいる。
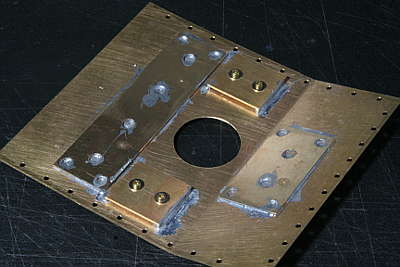
側板を裏から見たところ。上下のフタは、それより大きいサイズの1mmの裏板を全面ハンダ付けして固定している。板に開いた穴は、ハンダを流し込むためのもの。弁調整窓は、角棒と平板で作ったコの字の部材をハンダ付けし、その上に菱形のフタをネジ固定している。

ヒンジは裏板にハンダ付けされ、ラッチはフタに真鍮線を刺してハンダ付けされている。

U字の底板は1mmの真鍮板から作った。実際はU字ではなく、内側のほとんどないJ字なので、左右を1枚の材料で曲げてから分割した。自作の曲げロールで左右まとめて曲げる。
CADの図面を原寸大で印刷したものを台紙として、側板との接続位置と底位置を決め、左右の材料を切り出す。

上端には、側板と接続するための穴が10個開いている。そして底位置に所定の穴を開ける。ドレン弁を通す穴は4個だが、両端2個がφ11mmで、中2個がφ12mm。これらはホールカッターで開けた。さらに固定のためのM3ネジを通すφ3.2mmの穴が3個。

前後の妻板は、ヘッドカバーとの間のクリアランスの都合で0.5mmとした。シリンダーブロックに固定するための穴は1個だけ。
組み立てると、このようになる。板の付き合わせは、アングルを用いてビスナットで組むのが常套手段だが、組み立て分解を容易にするため、真鍮角棒を用いてタップを立てた。側板と底板の接合は、裏にネジを切った帯板を入れている。写真ではわかりにくいが、上列は皿ビスで埋め込み、下列はナベビスで突出させている。
シリンダーまわりの加工がすべて終わったので、全部品を組み立てた。空気弁の穴は、内側から空気弁台座で押さえて、外側から空気弁カバーで締め詰めている。側板と妻板の上端は、ランボードと接続されるが、ランボードの設計が終わってないので、とりあえず未加工とする。


ここでひとつ報告がある。今までOリングの材質はバイトンを使っていたが、平岡幸三さんより、高温のエンジンオイルと蒸気に対する耐性が高い材料として「アフラス」なるものを紹介していただき、調査したところ、それをさらに改良した「フロロパワーAP」という材質があったので、ピストン用のP39サイズを入手し、換装した。外観は通常のバイトンと変わりはない。