2016年12月 「ヘッドカバー(2)」

すべてのヘッドカバーには、気筒安全弁を取り付ける穴(9mm)と、圧力計を接続するための捨て穴(6mm)が開けられる。捨て穴は左右で反対勝手になる。薄いアルミにいきなりドリルを立てると綺麗な穴が開かないので、金型に穴を開けてこれを治具としてカバーに穴を移し開けるようにした。写真右が加工した金型で、左の2枚が穴を開けたヘッドカバー。
外側気筒の前カバー中心には、尻棒を取り付けるための穴を開けるが、穴の周囲に、外向きに加工されたフランジを形成しなければならない。カバーを内側から押し出す必要があり、スピニング加工は難しいので、プレス加工をすることにした。金型の図面を示す。
ヘッドカバーを2枚の金型で挟み、内周フランジをパンチで押し出す構造である。金型中央には穴が開いているが、左(底部)はパンチの直径、右(頂部)はそれに板厚の2倍を加えた上に0.2mmの余裕を見た直径にした。フランジはいきなり直角に曲げるのではなく、最初は鈍角から曲げる。そのため、パンチの先端はテーパーにしておく。右の金型の穴の入口にはフィレットを形成し、鋭角で曲がらないようにした。
なお、材料には事前に中央穴を開けておくが、フランジ形成に使う分だけ、最終径より小さくしておく。最終穴径28mm、フランジ高さ5mmに対して、少し余裕を見て16mmの穴を開けた。ホールソーを使用(上の写真参照)。

金型は、スピニング加工の金型と、その取り付け台座を追加工して準備した。安全弁の穴と捨て穴を利用して、ピンで金型を嵌合させるようにした。パンチの根元は、フライス盤のコレットチャックを利用して取り付けられる形状にした。

フライス盤を用い、写真のセットアップでプレスを行った。プレスに引きずられてカバーの外周が変形しないように、上下の金型は上から締め付けて固定し、パンチの先端にグリスを塗って、ゆっくりと押し込んでいく。フライス盤のハンドルの力で充分に押し込むことができた。

出てきたカバーを見ると、フランジの先端部分が破れている! 変形が大きすぎたようである。対策として、事前の中心の穴サイズを16mmから19mmに拡大した(必要ぎりぎり)。さらに下の金型を追加工し、穴の直径クリアランスを0.2mmから0.4mmに増やした。これでプレスを再トライした。

今度は綺麗に加工することができた。フランジの端面をヤスリで仕上げ、全体をサンドペーパーで研磨して加工終了。
ヘッドカバーは、フランジの周囲からシリンダーヘッドの外周にねじ止めされる。シリンダーヘッドをシリンダーに取り付けてからカバー取り付けという順序になるので、ネジの位置は、よく吟味する必要がある。

カバーとシリンダーヘッドへの穴開けは、写真のセットアップで行った。ネジ穴の位置をカバーにけがいておき、両者を組み合わせて気筒安全弁で角度を合わせて三爪チャックし、それを丸ごと回しながら穴を開けた。ネジはM2を使用する。2mmのドリルでカバーを貫通して、シリンダーヘッドに皿モミを入れる。この後、カバーを外して、シリンダーヘッド単独でM2のネジ穴を開ける。

後部カバーはシリンダーヘッドの形状の都合で、鍵穴型の切抜きが必要である。さらに二分割しないと取り付けることができない。外側気筒のカバーは左右に分割、内側気筒のカバーは上下に分割されているので、それに従って糸鋸で分割した。

分割した後部カバーのうち、組み立て後に側面からアクセスするスペースがない部分については、カバー正面(後方)からねじ止めとした。カバーとシリンダーヘッドとの間に空間があるので、真鍮丸棒でスペーサーを作り、それを通して固定するようにした。
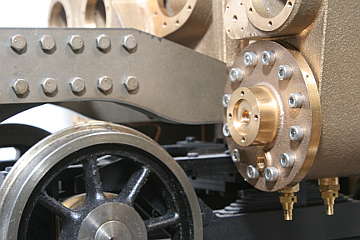
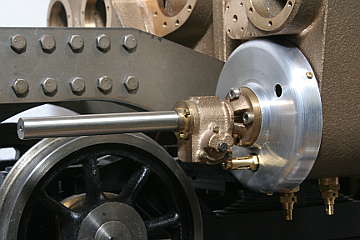
前部外側カバーの取り付けはこのようになる。ピストン尻棒受けは、カバーを付けてから取り付ける。なお、実物は前部カバーもすべて二分割されており、カバー単独で取り付けられるようになっているが、模型では尻棒受けを簡単に外せるので、一体のままとしている。
撮影のため、シリンダーヘッド単独でカバーを取り付けてみた。繰り返しになるが、実際は、シリンダーヘッドをシリンダーに取り付けてから、カバーの取り付けとなる。
