2017年3月 「サイドロッド(2)」

機械加工が終わったところで、レーザー加工の断面を軸付砥石で研磨して仕上げた。なぜ最後にしたかというと、研磨高さ(幅)を最小限にするためである。軸付砥石は太い方が使いやすいが、場所によりアールの制限を受けて削れない部分がある。直径が3種類のサイズを用意した(6mm、10mm、25mm)。最小のものは、第二クランクピンの付近のRが小さい1箇所にだけ使用する。

フライス盤を使って研磨した。回転数を最高速度にして、ワークを押し付けてゆっくりと動かし、均一に削っていく。レーザー断面を完全に削り取るまで、何十回とスイープさせなければならない。4本すべて研磨するのに丸一日を要し、手が腱鞘炎になりそうだった。

砥石はWA60を用いたが、摩耗した砥石の断面がロッドに転写されて仕上がりが悪い。追加でWA120を用意し、これで研磨して仕上げた。数字の違いは粒径の細かさの違いである。
全ての加工が終わったところで、軸距を合わせる。まず、クランクピンから軸距を取る治具を作製した。前後のロッドで長さが違うので、穴は三つある。それぞれ、第二クランクピン(19mm)を基準として、第一第三クランクピン(14mm)までの軸距を取る。第一第三クランクピン用のブッシュは兼用で、0.5mm偏心させており、回転することで軸距を微調整できる。第二クランクピンにもブッシュを入れているが、これは治具への直接穴開けは旋削できないので精度が出ないため。治具本体には、各ブッシュをロックするためのセットビスが埋め込まれている。写真右のプラグは、治具の穴とロッドの穴(ブッシュがない状態)の芯を出すための段差プラグである。


軸距取り治具を用いて、クランクピンから軸距を取るが、その前にクランクピンを前後死点の高さにセットするため、軌道からクランクピンまでの高さに合わせた真鍮丸棒の台を用意した。
治具の偏心ブッシュで軸距を調整してクランクピンに入れ、ブッシュをロックする。ブッシュを回転させてみて、動く範囲のほぼ中間位置でロックした。前後どちらかの死点で取り、念のため反対側の死点も確認する。
まず第二サイドロッドの軸距を、以下の手順で仕上げた。
1. 治具とロッドを重ねて、段差プラグで、第二クランクピン側の軸を合わせる
2. 旋盤のバーディカルスライダーにクランプして、ダイヤルゲージで、偏心ブッシュのセンターを主軸センターに合わせる
3. 偏心ブッシュを取り去り、治具の穴を通して、ロッドの穴を仕上げる



第一サイドロッドの軸距は、前後のロッドを組み合わせなければ加工できない。ロッドを連結して、一直線になるようにクランプで固定した。その後の作業は、第二サイドロッドと同じ。

ブッシュは砲金(BC6)丸棒から作った。動輪の横動と上下動による軸距の伸びを考慮し、クランクピンとの間に、直径で0.1mmの遊びを取った。なお動輪の横動は、最終的に、第1〜第3動輪それぞれ±1、±2、±1mmとした。ロッドにブッシュを入れる前に、ロッド端部を研磨して仕上げる。定盤上にサンドペーパーを敷き、その上でロッドを長手方向に動かして研磨した。

ブッシュは、締めしろ1/300でロッドに圧入した。圧入によって材料が縮んで、内周の穴の直径がわずかに小さくなることを考慮しなければならない。

ヘッドの頂部にダミーの油壺を取り付ける。油壺は底がネジになっており、ヘッドにネジ穴を開けてねじ込む。

油壺のヘッドは正方形だが、ヘッドを削るため角棒でヤトイを作ってインデクス加工をした。まずネジ側を加工してヤトイにねじ込み、ヤトイをバイスの底にチャックして、ヤトイを90度ずつ回しながら、エンドミルで四角部分を削り出す。

ナックルジョイントのフォークとアイは、表裏に0.3mmのクリアランスを取り、ブッシュの穴は、表裏をわずかにテーパー加工した。動輪の横動に合わせて、ジョイント部分でロッドが左右に折れ曲がれるようにするためである。連結部は、皿ビス形状のピンを裏から入れて、表からダブルナットで固定する。すぐ外をメインロッドが通過するので、厚くできない。ナットの厚さは1枚わずか2mmで、スケールどおりである。ネジはM6だが、ピッチ0.75mmの細目にした。
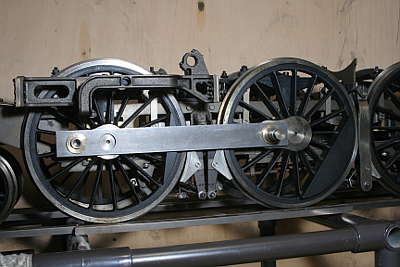
本体に組み込んで、サイドロッド完了。第一、第三クランクピンに固定用フランジを取り付ける。すでに2008年10月に報告しているが、フランジは、順ネジと逆ネジの二重ネジになっている。


OSの半径7.5メートル軌道でS字カーブを作り、転がりテストをした。タイトスポットがない事を確認する。手で探った感覚では、直線と抵抗は変わらなかった。