2018年2月 「バルブギア(2)」
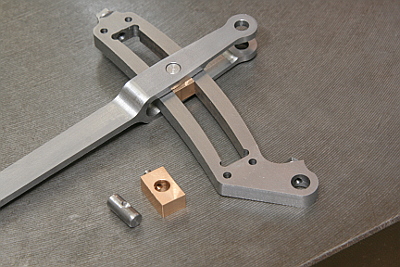
続いて、加減リンクと合併テコを接続する心向き棒を作る。
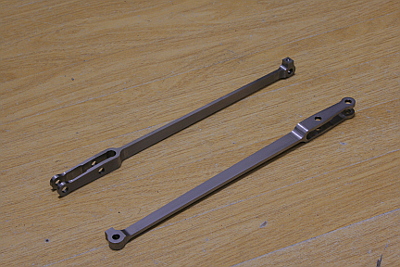
心向き棒は、後端がフォークになっていて幅が12mmあるが、前端は7.2mmで、さらに中間部分は3mmしかない。無垢の平鋼から削り出した場合、加工後の体積は、元の体積の15%となる。すなわち、材料の85%を削り取らなければならない。

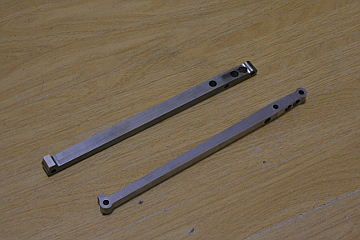
前端の油壺位置を残して、それより後ろの上部をバンドソーで切り取ったところ、残留応力の開放で材料が大きく反ってしまった。切断した部分が伸びて凸に反る。磨き鋼材を使う以上は避けられない現象である。ここから反対側を加工すると、反りは元に戻り、最終的に全長が少しだけ長くなる。
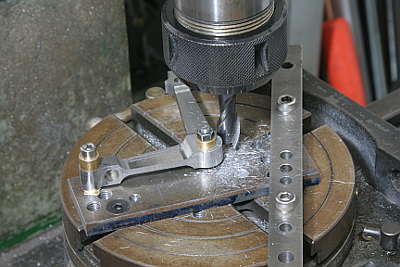
先に側面形状の加工をした。ロータリーテーブルでヘッドを削り出す。厚さ方向の事前加工として、フォーク部分のクロス穴だけ開けた。

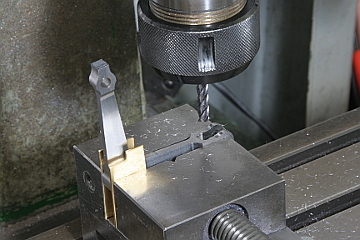
フォーク部分をメタルソーで切り出し、エンドミルで仕上げる


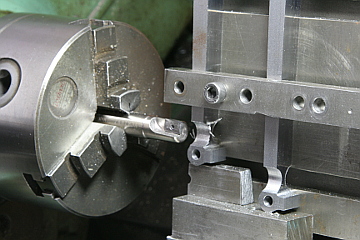
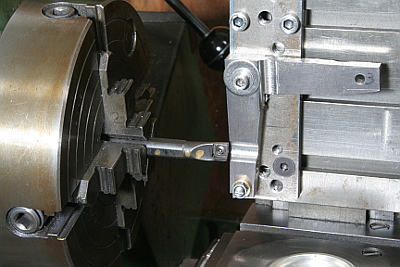
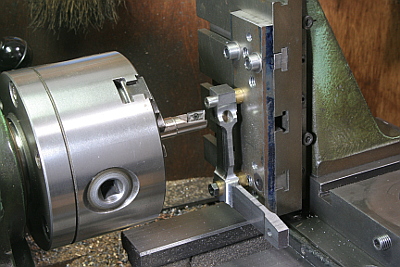
上面形状(厚さ方向)の内アール部分を事前に加工する。今回は旋盤にバーティカルテーブルを付けて加工した(自動送りが使えて楽なので)。右はフォークの根元のくびれ部分で、このようにカットされる。


フォークの肩の部分は、ロータリーテーブルで外アール加工する。
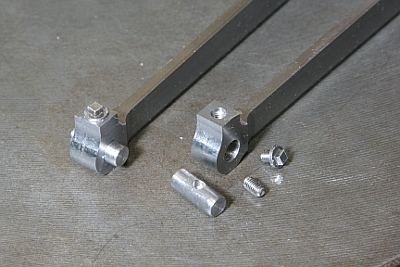
前端には貫通ピンを固定するが、油壺のネジ穴を利用してセットビスで固定した。セットビスは完全に埋め込まれ、その上から油壺フタをねじ込んで隠す。
フォーク部分はダイブロックを介して加減リンクと接続される。ここも貫通ピンが使われていて、セットビスでダイブロックに固定されている。

ここで、後々の分も含めて油壺フタを量産した。真鍮製のものは、蒸気室後フタ(砲金製)にねじ込まれるもので、最終的に黒く塗装される。
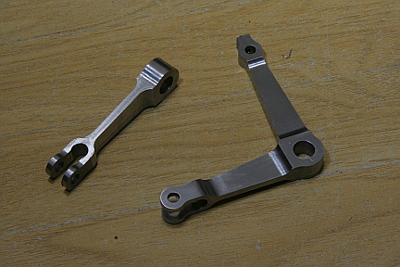
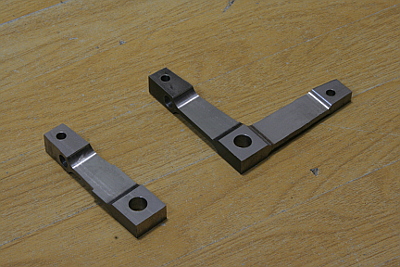
続いて、バルブギアと逆転機を接続する返クランク腕を作成する。左右の返クランク腕は、逆転棒で接続されてシンクロして動く。左のクランク腕だけL型をしており、上向きのアームが動力逆転機に接続される。
L型は適切な材料がなかったので、サイズの異なる平鋼をL型に接合して使用した。幅の広い方にスリットを入れ、そこに幅の狭い方を差し込んで銀ロウ付けした。さらに不要部分をバンドソーでカットする。
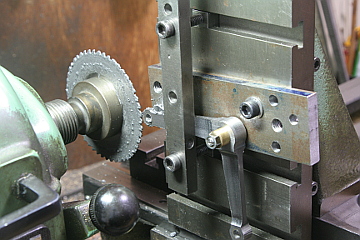
先に厚さ方向(正面図・上面図)の加工をした。まずバーティカルスライダーで、内アールを加工。
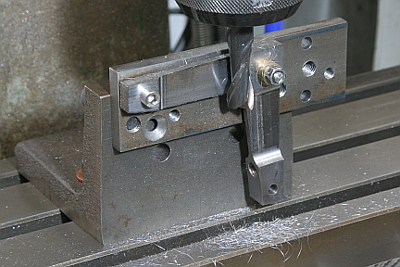
アールとアールの間の側面を仕上げる。治具を高い位置にセットして、直角のアームを下に逃がしている。下のアームは上と入れ替えて、同様に加工する。
厚さ方向の加工が終わった状態。
続いて側面図形状の加工を行う。これも内アールの加工から開始した。
ロータリーテーブルで側面形状を仕上げていく。
フォーク部分をメタルソーで切り取って、エンドミルで仕上げる。
続いて、心向き棒と返クランク腕を接続する、吊リンクを作製した。側面加工だけのシンプルな形状である。上下に油壺があるが、下は油壺フタをねじ込む面が座繰り加工されている。材料と同じ幅のエンドミルで加工した。


今月はここまで。加工が厄介な逆転棒は、来月紹介する。