2018年3月 「バルブギア(3)」

左右の返クランク腕は、逆転軸で接続され、連動して動く。逆転軸はボイラーを逃げるため下に凸に変形させられている。丸棒から作るが、そう簡単に曲がるものではない。さらに両端部は一直線にして段差加工しなければならない。縮尺で直径11mmなので、使用する丸棒は10mmまたは12mmということになるが、曲げやすさを考えて10mmにした。
材料を長めに切り出し、まず中央部の大Rを曲げた。ガスバーナーで曲げる部分をオレンジ色になるまで加熱して焼きなまし、曲げの両端のストレート部を万力とヤンキーバイスでチャックし、その間の部分が円弧になるように曲げた。万力を固定した机が動いてしまうので、体で机を押しながら腕を引いて曲げた。
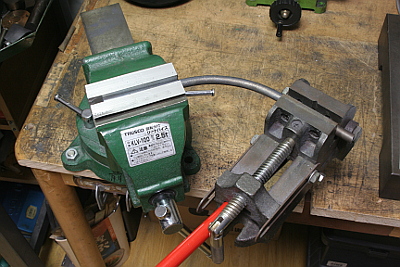
Uの両端の急カーブ部分は、写真のような治具を用いて曲げた。力が足りないので、バイスに棒を差し込んで力を増幅させた。両端のストレート部は、直径10mmから9mmへ段差加工するので、加工前に0.5mm以内の精度で一直線上になければならない。両端の曲げを何度も修正し、一直線に仕上げた。


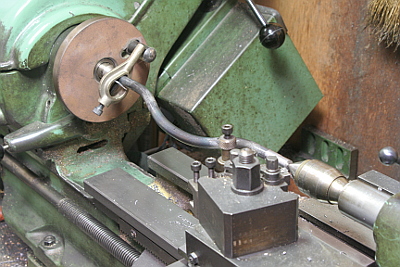
両端の断面の中心にセンター穴を掘り、旋盤の両センター保持で、両端の段差加工をする。

最後に固定触れ止めで端面を削り、全長を出す。途中の曲線部分がクッションになって材料が逃げるので、切り込み深さを浅く取って仕上げた。

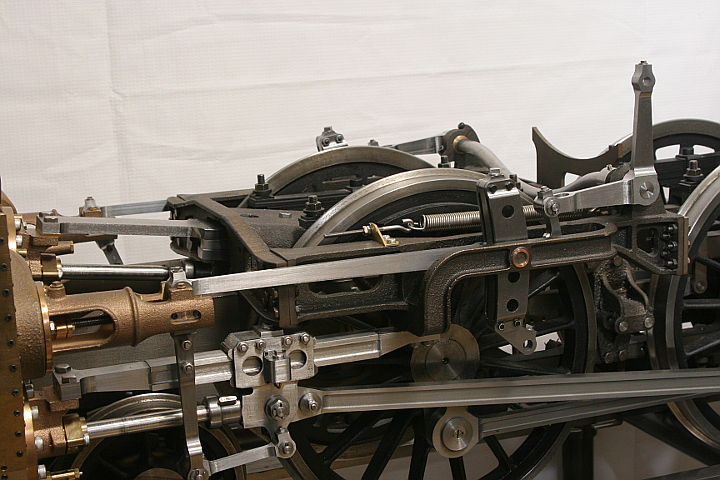
逆転軸は、砲金製のブッシュを介して、加減リンク受けに保持される。その外側に、返クランク腕がセットビスで固定される。緩み防止のため、セットビス先端は逆転軸の穴に押し込まれている。
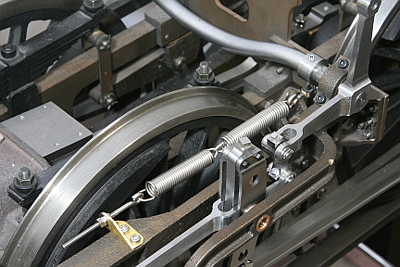
心向き棒は、重力に抗って中立位置を維持できるように、バネで上に引かれている。具体的には、逆転軸にクランクが付いていて、これをコイルバネで引くことで、心向き棒を引き上げる回転力を与えている。バネの強さは、前端のフックの位置で調整できるようになっている。外から力を加えない状態で心向き棒が中立位置になるように調整される。このバネは、公式側のみ設置されている。

実物のバネのサイズをスケールどおりに縮小すると、必要以上に強力なバネになってしまう。これは、重量がスケールの3乗に比例するのに対し、バネの強さがスケールの2乗に比例するためである。ここのコイルバネは、スケールどおりだと線径1.6mm程度になるが、バネを弱めるため線径を1.2mmとして巻き数を増やした。バネは旋盤を用いて巻いた。

こちらはバネ周辺の部品である。バネの両端はフックで引かれて、片側は調整用のネジで、片側はクランクに接続される。
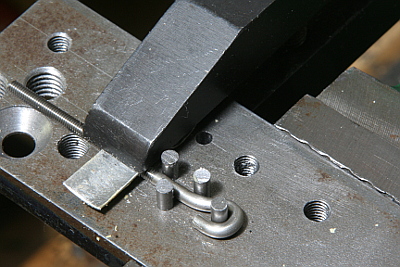
フックは写真の治具を用いて曲げ加工をした。線材を曲げながら、治具にピンを順次刺していく。

クランクは、ブッシュの内側にセットビスで固定される。ここのセットビスは、逆転軸に埋め込まず、押し付けるだけとした。
加減リンクから先のバルブギア部品が完了。あと、リターンクランクと偏心棒を作れば、ワルシャート式バルブギアの部分は完成となる。