2018年5月 「グレズレー式弁装置(1)」
C53のグレズレー式弁装置は、左右の弁の動きを合成して中央の弁を動かす装置である。C53の場合、左右の弁がワルシャート式で、中央の弁がグレズレー式ということになる。実例は知らないが、スチブンソン式とグレズレー式の組み合わせというのもあり得る。

実機の弁装置には、ボールベアリングが使用されている。模型でもこれに倣って、ミニチュアベアリングを入れることにした。3種類で合計10個を使用する。メーカーはNMBで、蒸気室から漏れる蒸気にさらされるので、ステンレス製とした。寸法の都合により、サイドカバー有りのものと無しのものを使い分けた。
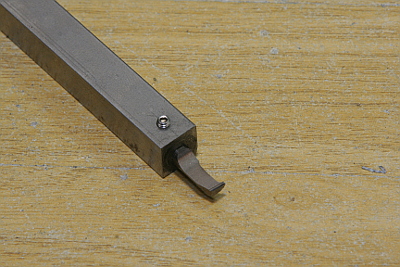
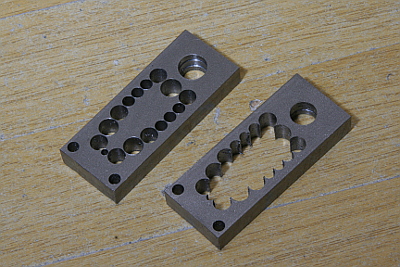
こちらは弁心棒案内と呼ばれる部品で、弁心棒の先端に位置し、中央部に窓があってここでテコと接続される。軸が付いてない方に弁心棒がねじ込まれるが、ここのブッシュ部分だけわずかに厚くなっており、厚さ方向の加工も必要である。ベアリングは外径10mmのものを使用した。座繰り加工をした穴に挿入し、スナップリングで固定する。ベアリングのはめ合いは、軽い圧入にするのが理想だが、加工が難しいので、ロックタイトで接着した。液が内部に回り込まないように注意が必要。

ベアリング用の穴に、スナップリング用の溝を掘るには、専用のバイトが必要である。折れたボーリングバーを整形して作った。グラインダーとモーターツールで形を整え、オイルストーンで研ぎ出した。
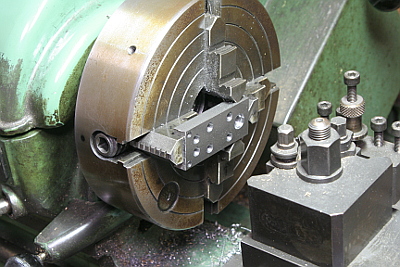
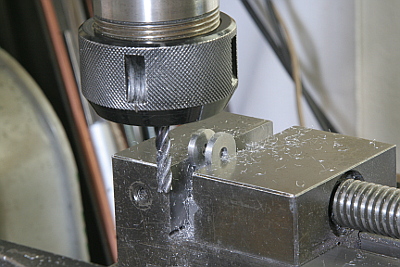
部品は平鋼材から加工するが、外形を仕上げる前にベアリング用の穴加工をする。四爪チャックで中繰りで仕上げた。ここでスナップリング用の溝も掘る。
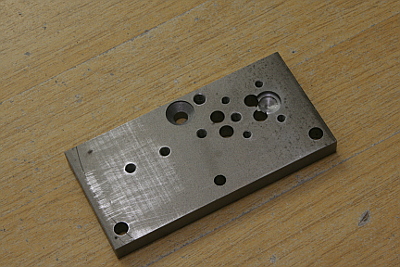
シルエットの加工にはロータリーテーブルを多用するので、固定と芯出しのための治具を設計した。開いている穴はすべて必要な穴である。
ベアリング穴に続いて、中央の窓を抜く。ドリルで連続穴を開けて、糸鋸で切り離す。ベアリング穴の反対側の角にある2穴は、治具に固定するための捨て穴で、窓加工後に切り落とす。
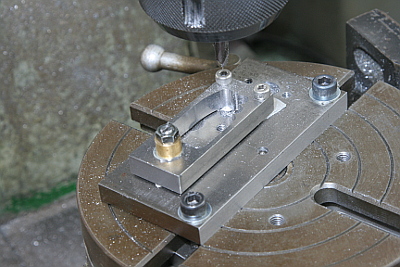
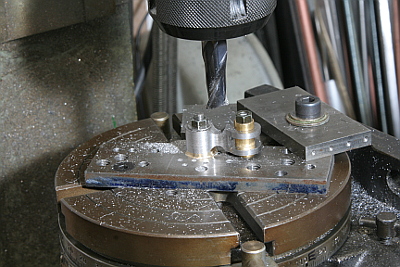
治具に取り付け、ロータリーテーブルで窓を仕上げる。治具には、ロータリーテーブルのセンターに位置決めするための穴、部品を取り付ける穴、そして治具自体をテーブルに固定する穴が開いている。

外形の余計な部分を鋸で切り落とし、さきほどと同様に、ロータリーテーブルで外径を加工する。写真では見えないが、真鍮円盤の下に、窓のコーナーを固定するピン2本を刺している(下の写真で確認できる)。

厚さ方向の加工は、先に端部のブッシュ部分のアール加工をする。この時点では全体の厚さはブッシュの直径より大きい状態である。

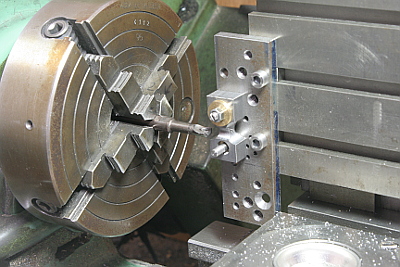
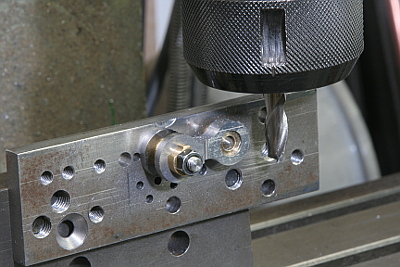
ブッシュ部分にネジ穴を開ける。同様に反対側にもネジ穴を開ける。ここで旋盤を用いたのは、両側の穴を完全に一直線上にするためである。

最後にブッシュ以外の部分をエンドミルで削って、厚さを仕上げる。
加工が終わったら、先端側に、丸棒から作った軸をロックタイトでねじ込み接着して完成となる。軸を三爪チャックして、本体に対して軸が傾いてないことを確認する。
続いて、弁心棒案内と大小テコを接続する結リンクを作る。弁心棒案内を直接テコに接続しない理由は、テコの回転による横方向のシフトを吸収するためである。

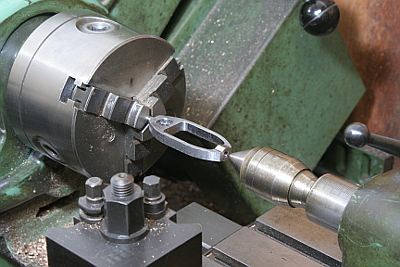
ワルシャート弁装置の部品と似た形状であり、同様の方法で加工できる。写真は、厚さ方向の内周アール加工をしているところ。
エンドミルでフォーク部分を仕上げる。ただしここはフォークの底が矩形なので、部品を縦にチャックして加工している。
ロータリーテーブルでヘッドの加工をする。ここもワルシャート部品と同じ。
最後に厚さ方法の段差加工をする。加工部分は固定できないので、ボルト固定はフォーク部分のみとして、加工側は治具に入れたピンとブッシュで位置を保持している。