2019年7月 「軸動ポンプ本体(2)」
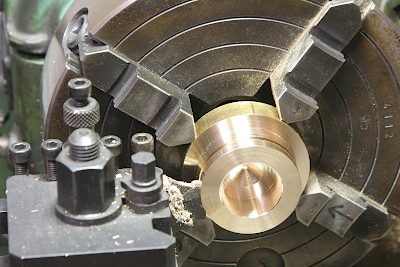
続いて、ボアを台車に固定するためのフランジを用意する。40mmの真鍮丸棒を四爪チャックしてボアを通す穴を開け、突っ切って円盤にする。
フランジに開ける穴は、正確にボアと同心円の配列でなければならない。テコ式ダイヤルゲージでヘッドの芯出しをして、そこからステージの座標管理で穴開けをした



フランジの上下部分は、取り付ける枕梁からはみ出すので、弦でカットされている。

弁室本体は25mmの真鍮角棒を加工して作る。出入口とボア接続穴の穴開け、段差加工が中心となる。
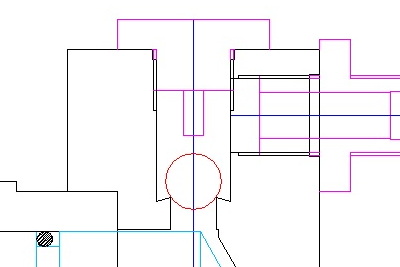
上部の供給側には球弁用の弁座を形成しなければならない。段差加工のエッジの角度は鋭角で75度となる。
弁座はドリルで段差加工をしたのちに、写真のような自作ツールで鋭角の弁座を削り出す。この後、先月の加工と同様に、クローム球を用いてシーティングを行う。



加工が終わったら、銀ロウ付けで組み立てる。まず、フランジをボアに銀ロウ付けし、続いてボアを弁室本体に銀ロウ付けする。その際、先に付けたフランジのロウが溶けて落下しないように、写真のような落下防止措置を取った。

ポンプのラム(ピストン)は、SUS303の丸棒から作った。後端に、ストラップを接続するためのスリットを切る。キーツVブロックを使用して、ラムを鉛直に固定し、 エンドミルで加工をした。
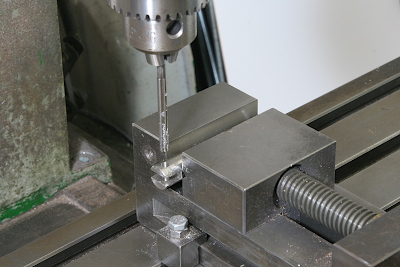
ラムとストラップはピンで接続されるので、ピンを通す穴を開ける。ドリルで下穴を貫通させ、リーマで仕上げた。

突っ切りバイトでOリングを入れる溝を切って完成となる。Oリングはバイトン製を使用した。先端が鋭角になっているのは、弁室本体をドリルで加工した時にできた空隙に合わせているからで、ラムが前端位置に来たとき、先端部分になるだけ隙間を残さないようにするためである。
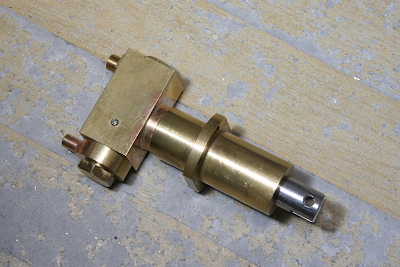
ステンレスのボール弁を組み込んで、全体を組み立てた。各プラグのシールには、いつものようにロックタイト#510を用いた。ここは通常のバスコークでも良い。側面に見える小ネジは、通路の中央に突き出している小ネジで、下の球弁の上昇量を制限するためのものである。