< Tender Chassis 1 >
Full size tender frames are made of U-channel steel. But small U-channel steel for the model loco is unavailable, so I substitute them with steel flat bars. Other parts of the tender chassis are plates, angles and gunmetal castings.
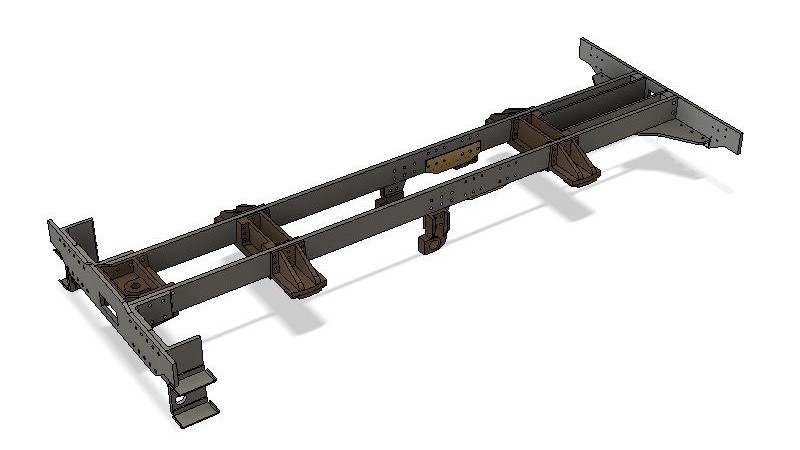
Gather two peace of frames with bolts and nuts at each end and drill whole holes. From end to end, there are several groups of holes. I scribed only one hole for each group and other holes are center drilled by X and Y axis control of the milling stage.


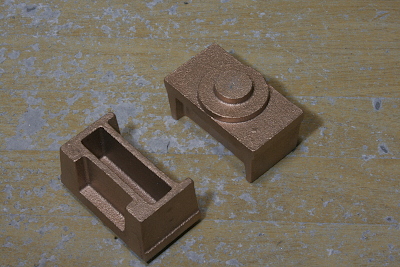
Center of the bogie trucks are held by cast gunmetal stretchers. The photo shows the casting before cutting.
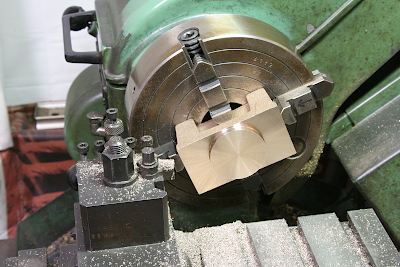
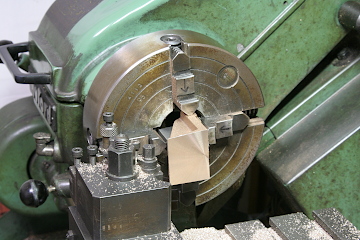
Clean the bottom step of the stretcher in four-jaw. There had been two steps of columns in the casting but the top column became useless by a design change. So I removed it here. At this time the center alignment is tentative. After that I cut both bolt down side faces by end mill and decided true center.
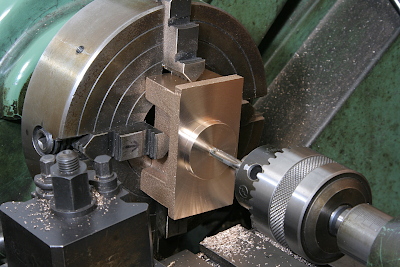
Align center from the side faces, finish the column's diameter, drill and tap screwed hole for the pivot pin.
Finish inner bolt down faces for back inner frames. This operation is done only for the back side stretcher.

After milling the stretchers, clamp them on the frame and countersink through the holes in the frame. Then remove, drill smaller holes and tap screws.

On the flat surface, align another frame parallel, then repeat the same operation.
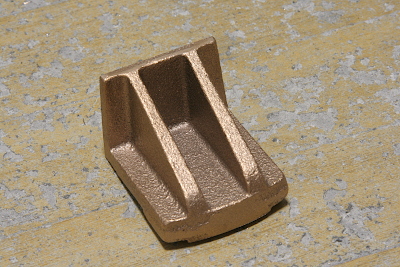
A pair of side castings are set on both sides of the stretcher. If the bogie slightly tilts, the casting immediately push back shoulder of the bogie and prevent large tilt. They are also gunmetal castings.
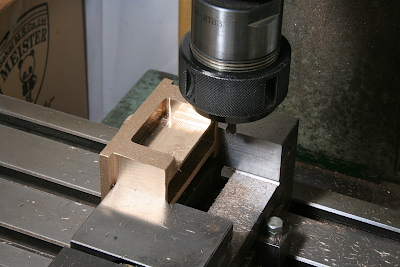
Finish bolt down face in four-jaw, then clean bottom face square to the bolt down face by end mill.

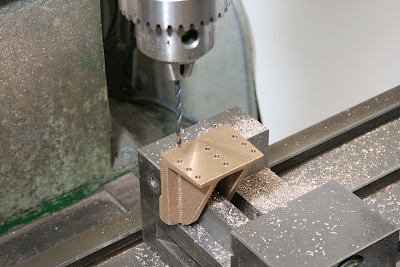
The holes for screws are drilled in the milling machine by X and Y axis control.
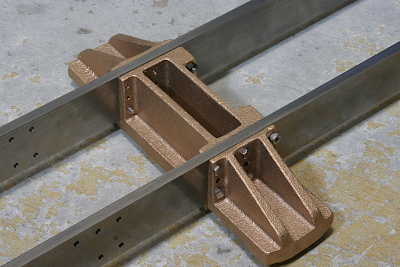
The stretcher and side castings are temporary assembled with the frames. Each bolt goes through the side casting and the frame, then it is screwed into the stretcher.
(to be continued)