< Outer Boiler Assembly >
The tacked barrels are trued up to perfect circle by passing wood discs. Each disc is press-fitting diameter to each barrel and is hammered through the barrel. Note the disc has a notch to clear the band plate in the barrel.



Turn down both ends of the barrel to a desired length. Note the tail end of the barrel is held by a wood disc and a round bar chucked in the tail stock.

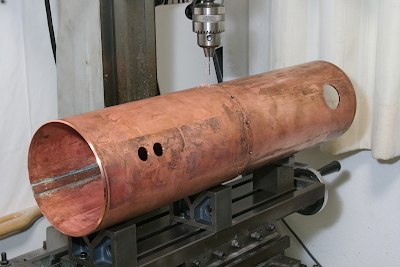
The hole for the steam dome flange is opened by hand. If a circle is scribed on the curved surface of the barrel by a compass, the circle becomes oval that is longer than is wide. So I marked two closed centers and scribe left and right half circles in each, so as to make the width equal to the length. It isn't a perfect circle but its error is reasonably small. Actually, I scribed 46 mm dia. half circles on 159 mm dia. barrel with 0.5 mm spaced two centers.

Tap center punches along the circle and drill through. The drill tip should be vertical to the barrel surface, namely, directed to the center of the barrel.

Cut out by a fret saw. Note the fret saw is without an obstacle frame. After that the hole is temporary finished with a half round file.

Here the steam dome flange is made from a gunmetal disc. The diameter of its base is determined by measuring actual diameters of the barrel hole in each 45 degree direction and choosing the maximum diameter of them.

The indexable screw holes are drill and tapped. The position is controlled by X-Y stage in 0.01mm pitch and start with a fine center drill. The finished flange is close fitted to the barrel by careful filing of the barrel hole.
Other small holes on the barrels are opened by drill or hole saw.



Here the safety valve bushes and the turret bush are made from gunmetal round bar. The photo shows reversed view of them. One with a fat flange is the safety valve bush. It is because the safety valves have to be raised to the real height of the prototype. The left and right pins on the step are brass pins in order to fix the bush angle on the rounded surface of the barrel. I employed the same method for the steam dome flange, too.
The two barrels are temporary assembled. Hold the larger barrel on vee blocks, insert smaller barrel. Drill through and fix temporarily with screws and nuts. They will finally be fixed with copper rivets.
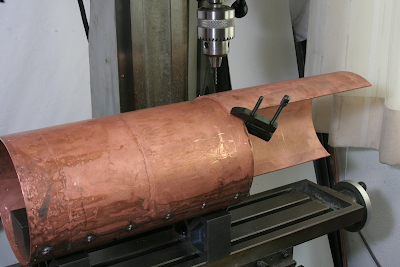
Next the outer firebox roof is fixed on the barrel. Both side ends of the roof are clamped to the barrel, drilled through and fixed temporarily with screws and nuts.
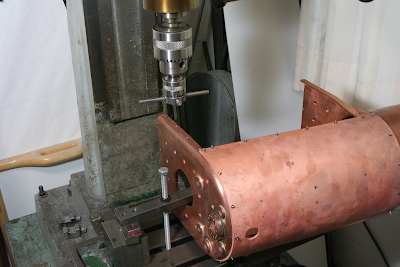
The throat plate is unstable to drill together with the barrel. So I drilled the throat plate alone. After that, drill the barrel through the throat plate. Note the drill is held by a pin vise in the drill chuck, because the drill chuck interfered the throat plate.



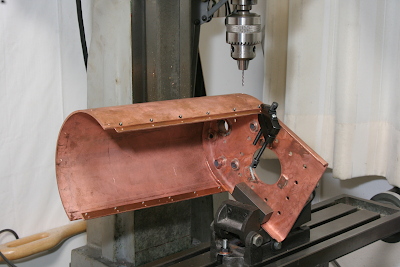
The outer firebox roof and side plates are fixed with 12 mm width band plates. First the band plates are fixed under the roof. They will be fixed with copper rivets.

The side plates are fixed on the roof and throat plate. Here I will use brass screw in the final assembly, so the band plates and the throat plate are tapped and fixed without nuts.
Fix the roof on the backhead. Note the backhead is chucked in the angle vise in order to maintain the roof parallel to the stage.
The backhead is tapped for the brass screws to fix the side plates finally.
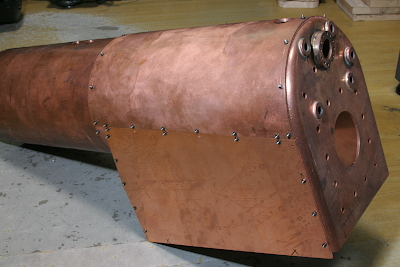
All the outer boiler parts are temporarily assembled.