< Regulator Valve 1 >
The regulator valve set consists of a valve assembly in the steam dome and an operating lever on the boiler backhead. This month, I report the valve assembly. I employed a slide valve for the regulator valve. After completion, I will be able to replace the valve seat by opening the steam dome and to optimize the steam port at any time.
The valve seat is screwed down on a flange on the dome bush. The rectangle valve body moves back and forth on the valve seat. The valve body is softly pushed against the seat by a plunger. A reach rod from the backhead swings a pair of reverse arms that drive the valve body.

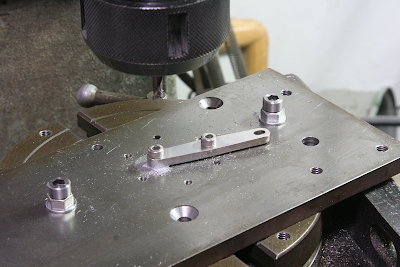
The brass flange is cut from a brass round bar. The hole locations are determined by the x-y coordinates of the milling table.

Set the flange on the rotary table and mill the D-shape windows on both sides of the seat's position.
Make the regulator main body from a brass block, fix the flange on the main body with screws and silver solder them. After that, file off the screw heads.



The valve seat is made from a gunmetal bar. The top and bottom faces are rubbed on a surface plate. The opening area of the port should be exponential to the valve movement. Therefore I started with a rectangle shape port.
The reverse arms are made from stainless steel. They are milled on the rotary table.

The valve body is made of phosphor bronze. A stainless steel pin is inserted into the body and fixed by a set screw. Note there is a groove on the pin to catch the set screw.

The length of the reach rod is over 800 millimeters. In order to reduce the weight, I made the rod from a stainless steel pipe instead of a solid bar. A brass bearing block is silver soldered on the front end of the rod. The pipe has drain holes at every fixed distance.
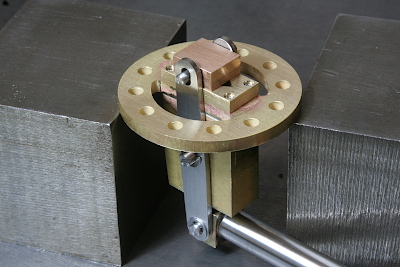
The photo shows temporarily assembled valve components. The left and the right reverse arms are synchronized and transmit the movement of the reach rod to the valve body firmly. The upper holes of the arms are vertically long holes and the valve body moves back and forth with sticking on the valve seat.

When assembling, the reverse arms are fit to the bearing block at the tip of the reach rod in advance. Insert the reach rod from the regulator bush at the backhead. Pull out the arms from the dome bush and fit them to the regulator's main body. A thin thread through the boiler leads the arms from the backhead to the dome bush.
The photos show the full close and full open conditions of the valve.


The steam dome is also made from a brass round rod in the same way as the flange.

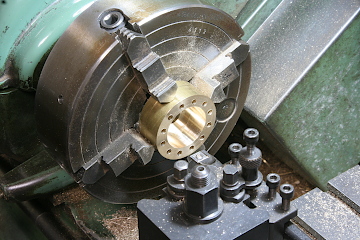
The completed steam dome. It isn't a typical silk hat type but a cylindrical type, in order to secure a larger inner diameter of the dome.



The plunger is made of stainless steel. It has a coil spring inside and is held in a brass cylinder. The coil spring force is enough weak not to inhibit the valve movement.
As the outlet fitting, a copper tube is inserted from the smokebox tubeplate and screwed into the regulator main body with a suitable sealing compound. As the wet header bush in the smokebox tubeplate is tilted due to boiler distortion, the copper tube is designed to screw into the main body at an angle. The front of the copper tube is sealed with an O-ring.


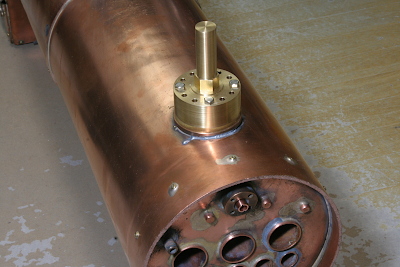
Fully assembled regulator valve. A dome cover will be fixed with a screw at the cylinder top face. It will be designed after making the dome cover.