2023年10月 「炭水車本体(3)」
水槽の表面にリベットを打つ際、ヘッドを潰さないために、反対側にドリーと呼ばれる、半球のくぼみを持つアンビルを宛がう。リベットのサイズ(1.6mm)に合わせてカッターを作り、これで半球のくぼみを掘ってドリーを作製した。以前、ダミー火室にダミーの銅リベットを打つのに用意したのと同様である。ドリーの根元側はダイスでネジを切って、作業時に固定できるようにした。カッターの材料はSK4、ドリーの材料はS45Cで、それぞれ加工後に焼き入れ、焼き戻しをしている。



リベットは表から入れて裏を潰すが、完全に潰す必要はなく、抜けない程度に固定すれば良いので、ハンマリングではなく、フライス盤のヘッドをプレスとして使用する。これにより静かにスピーディに作業ができる。ドリーはT溝用のナットを使ってT溝の底に固定し、ヘッドにはドリルチャックに丸棒をチャックした。
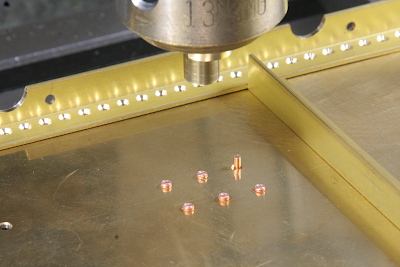
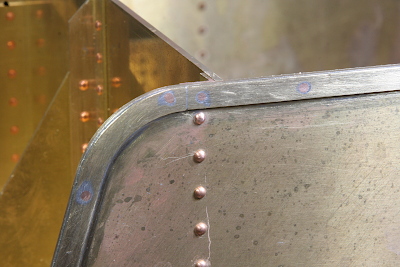
リベットをダミーとして単体で用いる部分は、4mmのリベットを使用し、順次潰していった。写真はフランジ固定用にリベットが集中している部分で、フランジは作らずに、リベットはダミーとする。
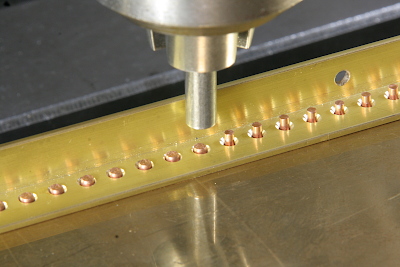
リベットでアングル固定を兼ねる部分は、アングルを通してからリベットを順次潰していく。ここでは5mmのリベットを使用した。

アングルをハンダでコーキング。境界にフラックスを流し込んで、短く切ったハンダを並べ、ガストーチの火力を絞って慎重に加熱して溶かした。火力が強すぎると、過熱で真鍮板が変形してしまう。

リベット単体の部分も念のためコーキングした。

水槽の上端の縁取りは、内側からリベットを入れて、表を潰し、ハンダを境界に流し込んで固定する。
水槽から常圧の水を取り出す部分は、水槽の下に井戸を取り付けて、そこから取り出すようにした。
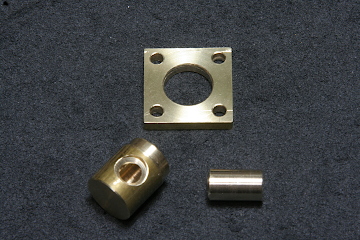

こちらは軸動ポンプの供給のための井戸である。左右個別に2個作製した。
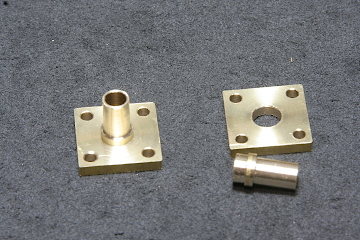
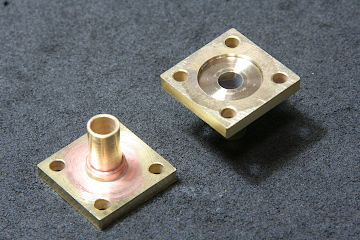

水槽には、一定の水位を越えると自動で水を排出する「あふれ管」を設置する。真鍮管にフランジを銀ロウ付けして作製した。

漏れテストをするにあたり、底板と後板の部品取付穴を塞ぐ必要があるが、ネジとナットで固定しただけではシールが不完全となるので、ナイロンワッシャを併用してシールをする。ナイロンワッシャは、M2からM10までの各サイズを揃えたセットを入手した。
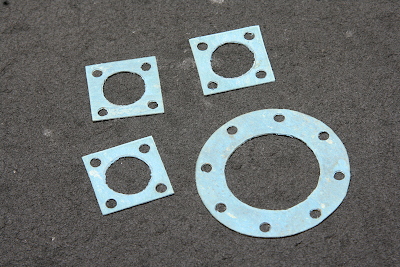
井戸とあふれ管のシールには、0.5mmのガスケットシートを用いた。全体のシルエットはカッターで切り取ったが、固定ネジ用の穴は「皮ポンチ」で打ち抜いた。
以上の材料を用いて水槽をシールし、水張りテストを実施した。ボイラーと違って常圧なので、一発合格となった。



加熱により側板の一部で反りが発生したので、フライス盤をプレス代わりに使って矯正した。
縁取り材は、リベットの隙間にハンダを流し、ヤスリでツライチに仕上げてリベットの痕跡を消す。実機も同じ構造である。