2024年5月 「ボイラー外装(3)」

空気圧縮機受、給水ポンプ受、その他のブラケット部品は、レーザ加工を依頼して工期短縮を図った。
空気圧縮機受と給水ポンプ受を仮組みした状態。小さい方が給水ポンプ受である。M1.7のビスで仮組みし、銀ロウを流して接合する。裏面の曲面板は、ボイラーカバーにネジ止めする部分で、鉄板を3本ロールで曲げて作った。



こちらは元空気溜釣である。右が個別の部品で、左が組み上げた状態。上の断面でランボードを支える構造になっている。

空気圧縮機受と給水ポンプ受には、別のランボード支えが取り付けられる。それぞれレーザ加工部品を曲げて作った。
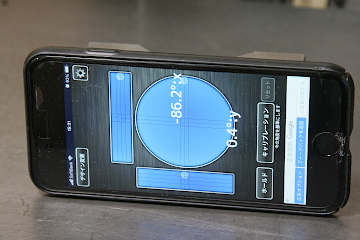
ランボード支えの取り付けにあたっては、古いタンスの天板を定盤として使って高さを揃えたが、平坦度に問題があり、それを補正するため、写真のデジタル水準器で水平度を測定しながら作業を進めた。0.1度までの測定が可能である。右は、スマホを水準器として使用するためのアプリで、それなりに精度はあるようだが、自立しないので使いにくいのが難点である。

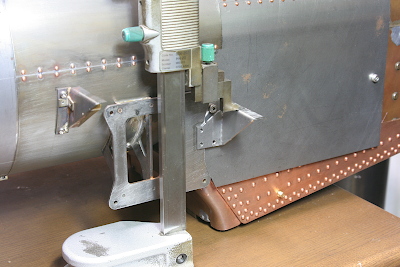
空気圧縮機受と給水ポンプ受をボイラーカバーに取り付け、その後にランボード支えを取り付ける。ハイトゲージでランボード高さに合わせて位置を決め、瞬間接着剤で仮固定して分解し、クランプして固定穴を移し開ける。
元空気溜釣もランボード支えと同様にハイトゲージで高さを決め、分解してボイラーカバーに固定穴を開け、ビス&ナットで固定した。右の写真ではCクランプが取付位置に届かないので、平鋼材をクランプとして利用している。


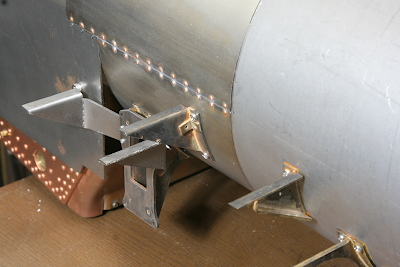
写真中央の高い位置にあるのは砂箱受で、他のブラケット類と同様に組み立てて取り付ける。位置は設計寸法どおりとした。その左(後方)に見えるのが給水ポンプ受で、両側にランボード支えが取り付けられている。
ハンドレールノブは、煙室戸の工作で紹介した手順で量産する。全長が違うものが3種類あり、ボイラーカバーのテーパーに従って、後ろに行くほど高さが低くなっている。右の写真は、治具を用いてクロス穴を開けているところ。



ボイラーカバーをボイラーに入れる際に、ハンドレールノブの固定ナットとアルミリングが、一部干渉して入れにくい部分があり、アルミリングの一部を切り取って逃げた。
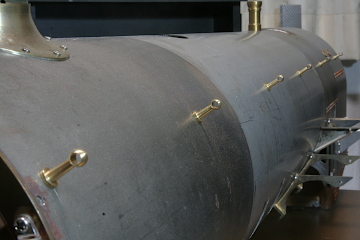
煙室とボイラーカバーにハンドレールノブを取り付け、ハンドレールを通す。ハンドレールは4mmのS45C丸棒を用いている。前方から見て、一直線になっていることを確認する。


ボイラー前端右側に逆止弁用ブッシュがあるが、ボイラーカバーまで距離があるので、写真のような部品でブッシュを延長する。以下、製作方法を示す。
逆止弁はフランジ接続であり、円周上に並んだネジ穴を開ける。いつものように旋削途中で三爪チャックごとフライステーブルに移し、XY座標を計算して開け、旋盤に戻して、残りの旋削加工を行った。


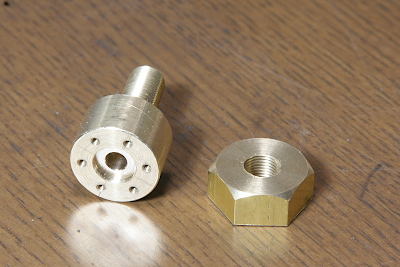
完成した延長ブッシュとロックナット。延長ブッシュを本体ブッシュに途中までねじ込み、取り付け穴の角度を合わせた上で、ロックナットで固定する。
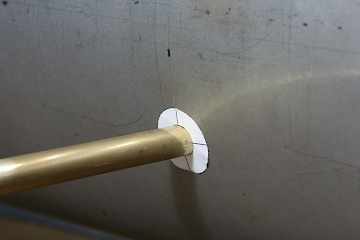
ブッシュの位置に従ってボイラーカバーに穴を開けなければならない。まずボイラーカバーに小さめの穴を開け、真鍮丸棒にネジを切って本体ブッシュにねじ込み、カバーを貫通させる。丸棒を基準として、穴の型紙を貼り付け、型紙に沿って穴を拡大する。


穴を仕上げたカバーを取り付けた状態。穴からブッシュがわずかに突出した状態となる。ここに逆止弁が取り付けられる。ブッシュ中央のくぼみは、Oリング用のポケットである。