2011年6月 「動輪と軸箱」
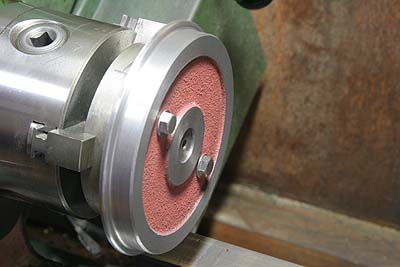
動輪はフレーム内に隠れているので、ディテールを気にする必要がない。スポークも何もない、プレーンな形状である。鋳鉄は例によって電気炉でチル取り焼鈍をして加工する。850度まで加熱して炉冷した。表面が錆びて真っ赤になるが、サビ落としは加工後に行う。

まず裏面を表にしてチャックし、裏面と軸穴を仕上げる。三爪チャックでは小さすぎてチャックできないので、四爪チャックを用いた。
動輪加工治具は、C53の先輪用のものを転用した。三爪チャックして外周の正面を矯正し、中央のピンを19mmから18mmに削って仕上げた。以後はすべての加工が終わるまでリリースしてはいけない。動輪は、輪心部分に2穴を開け、治具にネジ止めした。



まずボスとリムを仕上げる。ボスはボルト頭が邪魔で外側から削れないので、中繰りバイトで内側から削って仕上げた。
続いてトレッドとフランジを仕上げる。フランジは例によってバイト刃先を計算どおり微動させて細かいステップに削り、ヤスリで段差を取ってプロファイルを仕上げた。

ここで、エキセントリック配置の都合による設計変更を行い、そのため動輪裏面にザグリが必要となった。しかし転用した動輪治具ではサイズ不足で裏面加工ができない。リムが治具をまたいでしまって平行チャックできないのだ。再び四爪チャックでセンターを出し、ザグリ加工をした。

サビを落として完成。鋳鉄の赤サビは、サビ面に機械油を垂らしてワイヤブラシでこすり、浮いたサビを油ごとボロ切れでふき取ると、綺麗に取れる。

車軸は20mmのS45C丸棒から作った。固定触れ止めで先端を保持して全長を仕上げ、センター穴を開ける。これを両センター保持して、端部の段差加工を行う。ハンスレットは軸箱が動輪の外側にあり、動輪と軸箱の穴は同じ直径になっている。
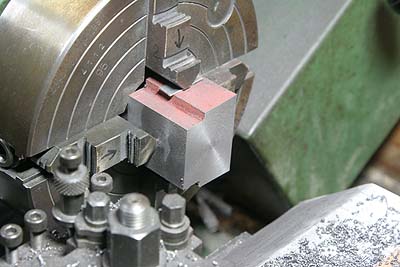
続いて軸箱を加工する。これもダクタイル鋳鉄製で、加工前にチル取り焼鈍をした。まず四爪チャックで、表裏と上下の4面を仕上る。
上下左右に対する中点を求め、四爪チャックで芯出しして中央の穴を開ける。ドリルを貫通させて中繰りバイトで仕上げ。

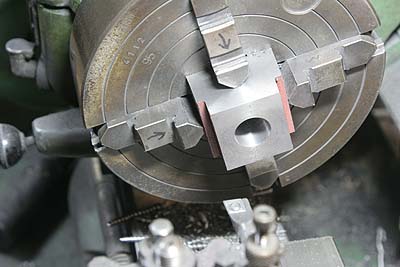
軸箱のひとつに巨大な巣が出現した。軸穴から軸箱の外にまで貫通している。予備の鋳物もないので、巣を下に向けてこのまま使う。

フランジ部分を仕上げる。穴に対して正確に対称に加工しなければならない。動輪加工治具をアングルに取り付け、軸箱を横倒しで入れてスコヤで角度を合わせて固定し、上から同じ高さまでフライス加工して仕上げた。
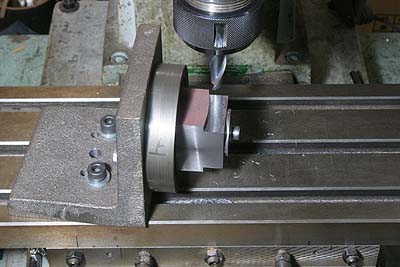
車軸のロール動作に対応するため、フランジの上下部分を斜めにカットする。これも上と同じセットアップで、アングルに角度をつけて加工した。

動輪、車軸、軸箱を仮組みすると、こうなる。軸箱は動輪の外側に接し、動輪と主台枠の間のスペーサーの役目も担っている。フランジ部分が異常に厚いのはこのため。