2011年10月 「バルブギア」
バルブギアは3D-CADで動作を確認しながら設計したが、加減リンクの揺動により、ダイブロックが上下に大きく振られている。さらにストラップの接続軸は、フルギアでバルブ軸の真後ろに位置しているはずだが、これも加減リンクの揺動で大きく振られる。さて、エキセントリックの偏心量が8mm、バルブの先行が4mmなので、エキセントリックの先行は、単純計算でAsin(4/8)=30度となるはずである。しかし3Dでシミュレーションすると28度で先行4mmとなった。比率計算と実際の結果でこれだけの差が出る。
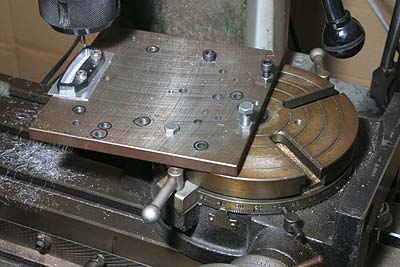
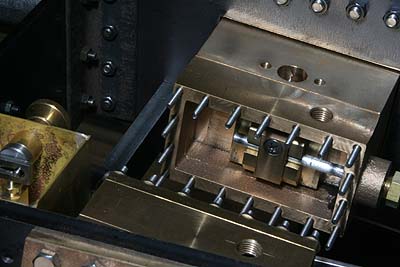
加減リンクは6mmのレーザーカット品である。ダイブロックの摺動面のみエンドミルで仕上げる。弧のサイズがロータリーテーブルを上回るので、ロータリーテーブルにプレートを取り付けて半径を延長した。事前にストラップ接続穴を開け、ここを利用してプレートに取り付けた。加減リンクとプレートの間には、エンドミル先端の逃げのため1mmのアルミ板を挟んでいる。これで摺動面を仕上げると同時に、耳軸取り付けのための穴も開けた。

ダイブロックも同じセッティングで加工する。リン青銅丸棒を厚さ6mmに仕上げて取り付け、前後左右をエンドミル加工して矩形にする。摺動面は極座標で加工して弧に仕上げる。

耳軸は丸棒と平鋼材を加工して銀ロウ付けしたもの。加減リンクの両面に、貫通ネジで固定される。

その他、必要なリンク類を作成した。リフティングアームとリバーシングアームはレーザー加工品で、それ以外は平鋼材と丸棒からの加工である。
バルブスピンドルの末端のフォークは、丸棒の側面に平鋼を銀ロウ付けしたもの。内部モーションプレートの穴(ブッシュのない範囲)に一部侵入するので、穴を逃げるため、銀ロウ付け後に根元を加工している。


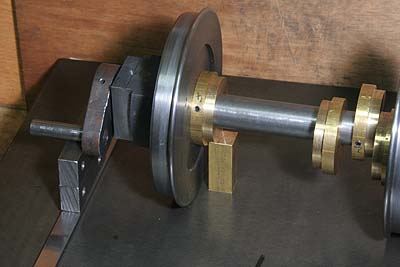
エキセントリック角度は、事前に正確にセットしておく。動輪セットだけ外し、クランクピンとエキセントリックの下に設計どおりの高さの台を置き、エキセントリックの角度を調整した。この時点ではセットビスによる仮止め。
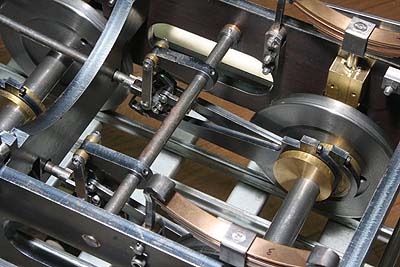
できあがったパーツを組み上げる。ウェイシャフトは10mmの丸棒で、主台枠にリン青銅製のブッシュを入れて保持している。リフティングアームはセットビスで固定されるが、シャフトにネジ径のくぼみを掘って、角度保持と緩み防止とした。リバーシングアームはセットビスで仮固定して、弁調整後にウェイシャフトに銀ロウ付けする予定である。ピン類はすべてヘッドレスの単純な丸棒で、1mmの割ピンで固定した。

逆転機はOS製。リーチロッドとの接続位置にネジ穴を開けて、自作段差ネジで固定する。

弁調整を実施。まずクランクピンの前後死点位置を求めなければならない。クロスヘッドのおおよその前後死点から少しずれた位置にケガキ線を入れ、動輪を回してそこを通過する前後の位置を求めれば、その中点が死点となる。動輪側のマーキングにはデバイダーを用いた。アウトサイドフレームでリムが隠れているので、トレッド面にマーキングをした。中間梁の適当な位置にセンターポンチでくぼみを入れ、そこにデバイダーの片足を落とし込んでいる。
エキセントリックはすでに仮固定しているので、弁調整は、バルブの前後位置のみの調整となる。前後死点でバルブが開き始めるようにバルブ位置を調整する。実際は、前後死点でポートの開度(開くまでの距離)が同じになるように調整する。その結果、前進でバルブとポート端部がほぼ一致、後進ではポートがごくわずか開いた状態となった。蒸気室が内向きで向かい合っているのでバルブが見づらく、調整がやりにくい。内側蒸気室タイプの弱点である。スチブンソン式バルブギアは、カットオフを絞るにしたがってリードが増加するという特徴があり、フルギアではリードゼロかむしろ負のリードにするのが常である。しかしリードを負にすると、前後死点でポートが完全に閉じてしまい、調整がやりにくくなるので、リードゼロで良いのではないか。

いよいよエアテストである。蒸気室はシールなしでボルトで締め付けただけだが、エアテストにはこれで充分だった。シリンダーのドレン穴は、とりあえずボルトをねじ込んで塞いだ。エア供給のため、真鍮製のワンタッチ継手を加工して、Oリングを介して蒸気室にねじ込み、ウレタンチューブでコンプレッサーと接続した。主台枠の前後をブロックで支えて車輪を持ち上げ、軸箱の下にスペーサーを入れ、車軸を設計どおりの高さに保持した。板バネは外しておく。
コンプレッサーのレギュレータで徐々に圧を上げていくと、0.1MPa弱で動輪が回り始めたがすぐに停止! シューというエア漏れの音。スライド弁がポート面に密着せずにエア漏れを起こしている。蒸気室が上面ではなく側面にあるので、やはり弁が密着しにくいのだろう。バルブ摺動面への注油を忘れていたので、排気の穴からバルブに向かってマシン油を注入。これで再開するとエア漏れはなくなった。前進と後進でしばらく回してみる。不具合点として、フルギアでリフティングアームが僅かに動く。加減リンク窓のストローク不足により、ダイブロックが上端で加減リンクを押し上げている様子。ここは追加工が必要である。あとは弁の密着が気になるところだが・・・

映像は、フルギアから逆転機を1段絞った状態で撮影した。この方が排気音が良く聞こえる。弁調整が適切であれば、排気音の4打の間隔は均等になる。

今回、エアテストに先立ってコンプレッサーを購入した。中国製の安物である。静音タイプで、室内なら夜でも何とか運転できる。30L/minの能力があるが、エアテストで長時間運転するには、これでもぎりぎりだった。コンプレッサーはエアブラシで塗装する際に威力を発揮するが、塗装はいつもスプレー缶で済ませている。ということで、他にあまり使い道がなさそう。