2000年8月 「軸箱」
 WILLIAMの軸箱は、比較的単純な形をしている。
WILLIAMの軸箱は、比較的単純な形をしている。
とはいえ、軸の絶対位置、軸箱モリとのはめ合い、
上下ストローク量などが、軸箱の精度で決まるので、
加工は慎重に行う必要がある。
加工法はいろいろと提案されているが、
大きく分けると、外形を仕上げてから軸穴を開ける方法と、
先に軸穴を開けて「割り心加工」で外形を仕上げる方法がある。
上下左右のデッドセンターに軸穴を開ける自信があれば
前者の方法で良いが、
自信のない私は後者の方法で加工することにした。
![]() WILLIAMの軸箱の材料は砲金鋳物であり、
WILLIAMの軸箱の材料は砲金鋳物であり、
鋳鉄に比べると切削は楽である。
鋳物といっても軸箱3個分をまとめた単なる角棒で、
肉削ぎを減らすことと、
材料費の節約とが鋳物化の目的だろう。
寸法を測ると、必要サイズぎりぎりであった。
【軸穴開け&切断】
 最初に軸箱を切り離してしまうと、チャックがやりにくくなるので、
最初に軸箱を切り離してしまうと、チャックがやりにくくなるので、
3個まとまった状態で軸穴を開けることにした。
その前に、基準となる1面だけミリングで仕上げておく。
反対側の面はケガキ線を見やすくするため、
ヤスリで鋳物の皮だけむいておく。
軸箱の切断位置から距離を計算して、
ケガキ面に軸穴位置をケガき、ポンチを打つ。
基準面を旋盤の面板に押し付けて固定し、
センターファインダーで芯を出す。
センタードリル、ドリル、中繰りバイトと刃物を持ち替えて穴を拡大し、
最終的にはφ13のリーマを最低速で通して仕上げる。
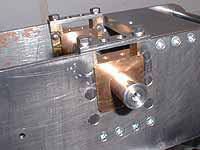
続いて軸箱を個々に切り離すが、鋳物に余裕がないので、
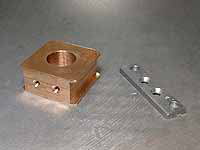
糸ノコではなくメタルソーで切断した(写真)。
切り離した軸箱には刻印を打ち、軸箱モリとの組み合わせを決めておく。
【治具による面仕上げ】


ここでS45Cの角棒から写真左のような治具を作製し、
フライス盤のステージに固定したバイスでつかみ、軸箱を入れて、上面をまず仮仕上げする。
続いて軸箱を90度まわし、仮仕上げした面に垂直に、両隣りの面を仕上げる。
テーブル上にスコヤを置き、基準面がテーブルと垂直になるようにチャックすれば良い。
慎重にやれば、スコヤの精度で垂直が出る。
ここで削った面を基準にして、残りの1面を削る。
基準面は、スコヤを当てる前に毎回バリ取りをすることは言うまでもない。
この方法を繰り返して寸法を詰めていき、縦横を最終の寸法に仕上げる。
仕上げ削りの時にエンドミル高さを固定しておけば、向かい合う2面は、
軸穴に対して正確に対称に仕上がることになる。
これがすなわち「割り心加工」である。
【左右スロット削り】
 同じ治具を用いて、左右のスロット部分をエンドミルで仕上げるが、
同じ治具を用いて、左右のスロット部分をエンドミルで仕上げるが、
ここでは軸箱モリとの左右前後のはめ合い調整が必要となる。
スロットの溝幅(B)については、多少のガタがあってもかまわない。
問題はスロット部の横幅(A)であり、ここはシビアな調整が必要である。
具体的にどの程度の公差になるのか?
参考書によると「スムーズにガタなく動くように」というあたりまえの説明しかない。
とりあえず、左右あわせて0.04mm以内のクリアランスをめざして加工した。
先ほどの治具を用いて、エンドミルで左右の面に溝を掘っていく。
0.02mmずつ刃先を進め、その位置で両側を削って、
はめ合い確認を繰り返していくと、あるところで軸箱モリにストンと入るようになる。
 【裏面仕上げ】
【裏面仕上げ】
ここで、裏面(ヤスリ仕上げのままだった面)を仕上げる。
面板に固定して、剣先バイトで正面削りをし、全体の厚さを決める。
ここの仕上げを先にやらなかったのは、
面板にチャックするのにスロットを利用したかったため。
スロットが無いとすると、軸箱内径とぴったり合うヤトイを作り、
そこに軸箱を圧入して、空回りを気にしながら加工するという
やっかいな方法を取ることになる。
【フランジのR削り】
 車体のロールによる車軸の傾きに軸箱を追従させるため、
車体のロールによる車軸の傾きに軸箱を追従させるため、
軸箱のスロットはストレートではなく
両端が拡がるようにR加工する(冒頭の図参照)。
参考書にはヤスリで加工すれば良いと書かれているが、
もっと簡単に確実に加工するため、
上と同じ治具をロータリーテーブルにセットして、
ミリングで加工した。
事前に加工面に青ニスを塗っておき、
中央部に青ニスがわずかに残るくらいまで削り込む。
終わったら軸箱モリに入れて、
スムーズにロールできることを確認する。
【ホーンステイ】
 軸箱を軸箱モリに入れたら、
軸箱を軸箱モリに入れたら、
「ホーンステイ」(写真の右の部品)でフタをする。
スプリングを介してここに車重が掛かるので、
強度を考えて鋼材で作製する。
ちょうど良い寸法の材料が無かったので、
厚さの同じ平鋼からミリングで削り出して作製した。
軸箱モリへの固定ネジの通し穴および、
軸箱からのスプリングピンの通し穴を開けておく。
【車軸】
ここで軸箱の調整のため、車軸を作製する。
φ13のS45C丸棒の外径をそのまま利用するので、
長さを出して両端にセンタードリルで穴を開け、オイルポートを掘る。
先端の段差加工は動輪ができてから。
【組み立て】
 (1)ホーンステイを瞬間接着剤で軸箱モリに貼り付ける
(1)ホーンステイを瞬間接着剤で軸箱モリに貼り付ける
(2)固定穴を軸箱モリに写し開ける(皿もみまで)。
(3)ホーンステイをはずし、皿もみ穴を頼りに、ネジ下穴を開け、
タップを立てる。
(4)軸箱モリに軸箱を入れ、車軸を通し、ホーンステイをネジ止めする
(5)軸箱の下に詰め物をして、軸箱をホーンステイに密着させる。
(6)スプリングピン用の穴を軸箱に写し開ける(皿もみまで)。
(7)分解して軸箱を取り出し、ネジ下穴を開け、タップを立てる。
(軸穴に貫通しないように注意)
(8)ホーンステイのスプリングピン穴を、スプリング径より
0.5mmほど拡大し、かつ両側から皿もみを入れておく。
(9)再び組み立て、スプリングピン代わりのネジを通して、
軸箱の動きを確認。
組み立てで1カ所、軸箱の動きがしぶくなり、軸箱モリとの調整をやり直した。
0~0.04mmのクリアランス(予想)で仕上げたので、ばらつきの範囲でクリアランスが不足し、
ネジ締めによる材料のわずかな歪みで固くなったと思われる。
ここのクリアランスは0.05~0.1mmくらいで良いかも知れない。
ちなみに、10年近く運転されたロコの軸箱を見ると、摩耗で1mm程度もガタがあり、
それでも何とか走れている。最初はやや固めに仕上げておき、
しばらく走り込んで適当な固さになるのが良いだろう。
(終)
来月より、「ライブ奮戦記」は不定期になります。
理由は、次の写真から推察してください・・・(^^;

前の月 次の月 目次