2001年8月 「サイドロッド」
無垢の鉄から削り出し、磨きをかけたライブスチームのロッドは美しい。NやHOのプレス製ロッドでは味わえない魅力を放っている。ロッドを見れば作品の質がわかるといわれるくらいで、手を抜くことは許されない。
WILLIAMのサイドロッド(coupling rods)は厚さ6.35mmで設計されているが、材料の都合と車幅を拡げたことを考えて、厚さ8mmに設計変更した。材料は25×8mmの軟鋼平角棒である。前後のロッドの接続は第二クランクピン位置で行うので、スロット加工でナックルジョイントを形成する。
【軸距合わせ】

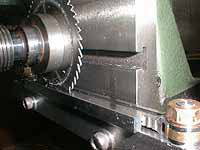
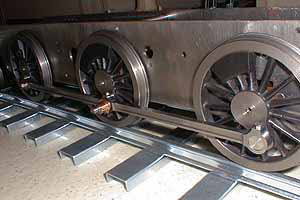
 外形加工をする前に、両端のクランクピン穴を開ける。この距離を軸距(ホイールベース)と正確に合わせるため、平岡幸三式の偏心ブッシュを用いた軸距取り治具を作った(写真左)。第一ロッドと第二ロッドの長さが違うので、固定側の穴はふたつ開けてある。ブッシュは圧入ではなくまわりばめにして、ロックネジで固定するようにした。クランクピンを死点位置にして軸距を測り取ってみたが、期待どおり左右の軸距はきれいに揃っていた。これは軸箱モリを左右重ねて仕上げたことと、軸箱の割り心加工をしたことによる。続いて軸距取り治具から、2枚のサイドロッド材料に穴を移し開ける。ボール盤で移し開けても良いのだが、リーマまで正確に通すことを考え、以下の方法をとった。まず片側にリーマ穴を開けておき、治具とあわせて合計3枚に丸棒を通してまとめ、バーティカルスライダーに固定して、レバー式ダイヤルゲージで芯を出す(写真右)。ステージをロックしたら治具の偏心ブッシュだけ外し、ドリル、ボーリングバー、リーマの順でまとめて仕上げる。できたロッド材料はここで動輪に取り付けて線路上を転がし、つっかかりなく回ることを確認する。続いて穴をブッシュ径まで拡大するが、これも移し開けと同じ手順で芯を出し、ボーリングバーで穴を拡大し、リーマを通した。第一ロッドの前の穴は段差加工が必要で、カッターを自作した。
外形加工をする前に、両端のクランクピン穴を開ける。この距離を軸距(ホイールベース)と正確に合わせるため、平岡幸三式の偏心ブッシュを用いた軸距取り治具を作った(写真左)。第一ロッドと第二ロッドの長さが違うので、固定側の穴はふたつ開けてある。ブッシュは圧入ではなくまわりばめにして、ロックネジで固定するようにした。クランクピンを死点位置にして軸距を測り取ってみたが、期待どおり左右の軸距はきれいに揃っていた。これは軸箱モリを左右重ねて仕上げたことと、軸箱の割り心加工をしたことによる。続いて軸距取り治具から、2枚のサイドロッド材料に穴を移し開ける。ボール盤で移し開けても良いのだが、リーマまで正確に通すことを考え、以下の方法をとった。まず片側にリーマ穴を開けておき、治具とあわせて合計3枚に丸棒を通してまとめ、バーティカルスライダーに固定して、レバー式ダイヤルゲージで芯を出す(写真右)。ステージをロックしたら治具の偏心ブッシュだけ外し、ドリル、ボーリングバー、リーマの順でまとめて仕上げる。できたロッド材料はここで動輪に取り付けて線路上を転がし、つっかかりなく回ることを確認する。続いて穴をブッシュ径まで拡大するが、これも移し開けと同じ手順で芯を出し、ボーリングバーで穴を拡大し、リーマを通した。第一ロッドの前の穴は段差加工が必要で、カッターを自作した。
【外形加工】
 こっちの方が軸距合わせよりよほど大変である。削る量は多く、形は複雑で、仕上げには気を使わないといけない。果てしない加工が続き、途中どこかで失敗すると1からやり直しである。加工に先立ち、全ての工程で使える共通の位置決め治具を作成した(写真)。材料はS45Cの20×20角棒である。これを用いて、以下の手順で加工を行った。
こっちの方が軸距合わせよりよほど大変である。削る量は多く、形は複雑で、仕上げには気を使わないといけない。果てしない加工が続き、途中どこかで失敗すると1からやり直しである。加工に先立ち、全ての工程で使える共通の位置決め治具を作成した(写真)。材料はS45Cの20×20角棒である。これを用いて、以下の手順で加工を行った。
 (1) ドリル連続穴でおおよその寸法を切り出す。
(1) ドリル連続穴でおおよその寸法を切り出す。
仕上げしろは0.3mmとした。ポンチを打つ手間を省くため、フライス盤のステージ送りで位置決めした。正確無比な方法のように思えるが、実際はドリル刃先がすべり0.1mmくらい簡単にずれてしまう。やはり正確な穴開けは、ケガキ&センターポンチが基本である。中央ストレート部分の下端は、サイド加工時の補強のため残しておく。私はここで穴開け位置を間違えて1本パーにしてしまい、軸距合わせからやり直すはめになった。
 (2) ロータリーテーブルに取り付け、両端のR部分を仕上げる。
(2) ロータリーテーブルに取り付け、両端のR部分を仕上げる。
φ10エンドミルを用いたが、フライス盤の剛性がエンドミルに完全に負けている。切削時のヘッドの振動が目で見えるほどで、刃先は0.2mmも逃げる。刃先の摩耗もひどく、切れ味が落ちるとますます逃げが拡大して、加工精度など出せたものではない。特に直線との接続部(凹部)は接触面積が広いので振動が激しく、仕上がりはひどいものである。非力なフライス盤しかない場合、凹部はあらかじめリーマ穴として仕上げておき、細いエンドミルで凸部を削るのが得策だろう。100kgクラスのフライス盤が欲しいところである。
 (3) ナックルジョイントの「舌」部分(第二ロッド)を加工する。
(3) ナックルジョイントの「舌」部分(第二ロッド)を加工する。
湾曲した壁面を形成するために、ロータリーテーブルを使用した。ロータリーテーブルがない場合は、専用のカッターを自作する必要がある。
 (4) ナックルジョイントのスロット部(第一ロッド)を加工する。
(4) ナックルジョイントのスロット部(第一ロッド)を加工する。
1mmメタルソーで加工した。スロット幅は、第二ロッドの舌をゲージ代わりにして、現物合わせで仕上げた。
 (5) 旋盤にバーティカルスライダーを取り付け、側面くびれを削る。
(5) 旋盤にバーティカルスライダーを取り付け、側面くびれを削る。
こちらは多少とも剛性があるので、楽に仕上がった。
 (6) フルート(溝)をウッドラフカッターで掘る。
(6) フルート(溝)をウッドラフカッターで掘る。
日本では"Woodruf cutter"はあまり一般的ではなく、サイドカッターで代用されるようである。私は英国から取り寄せた。インチサイズのコレットがないので、四爪チャックで正確に芯を出して使った。位置決めのため、ロッド固定ピンの先端をカッターと同じ幅に加工し、目視でこれに合わせた。ウッドラフカッターは直径が大きく、固定用のナットが邪魔で端まで動かせないということが起こるので、設計の段階で確認してあらかじめナットを削っておく。フルートは表面側だけ入れれば充分である。裏面は試し切りに使った。
 (7) 下部の余剰分をメタルソーで切り取る。
(7) 下部の余剰分をメタルソーで切り取る。
メタルソーの直径が大きいので、表裏両側から切り込まないと切り離せない。これも設計の段階で確認した上で、余剰分の長さを決めておく。

 (8) 上下の直線部をエンドミルで仕上げる。
(8) 上下の直線部をエンドミルで仕上げる。
中央部が刃先から逃げるので、側面から押し付けて補強した。両端のR部との継ぎ目が問題で、ここを跡形なく仕上げるのは不可能に近い。図のAのようにジャストに仕上げるよりBのようにR部まで切り込んだ方が、継ぎ目がめだたないようである。この時点でフルートの位置が正確にロッド中央に合わなくなり、ウッドラフカッターでフルートの幅をわずかに拡げて修正した。
 (9) 研磨して仕上げる。
(9) 研磨して仕上げる。
R部はサンドペーパーを巻いた丸棒を高速回転させて磨き、平面部はオイルストーンで磨く。フルート内部はグラインダーで成形したヤスリの小片で磨くが、指で押し付けて削っていると指先の皮がボロボロになった。裏面は見えないので研磨は省略した。

 (10) 油壺を付けて完成。
(10) 油壺を付けて完成。
油壺は既製のメッキネジを加工してロックタイトで固定した。
【ブッシュの圧入】
 リン青銅丸棒からブッシュを作って圧入する。軸距は動輪の上下左右の動きによりわずかに変動するので、ブッシュで遊びを確保する必要がある。第二ブッシュはφ8リーマ穴にし、第一、第三ブッシュは中繰りでφ8.07にした。圧入のため、外径はロッドの穴より0.01mmから0.02mm大きく仕上げる。ただし関節がくる第二ブッシュは、片方を圧入、片方をゆるみばめにする。どういうわけか第一ロッド側の穴が0.05mmくらい拡がっていたので、こちらをゆるみばめとして第二ロッド側へ圧入した。いずれもブッシュの先端1ミリ程度をマイナス公差に仕上げ、ロッドの穴に先端を入れ、万力で締めて圧入する。
リン青銅丸棒からブッシュを作って圧入する。軸距は動輪の上下左右の動きによりわずかに変動するので、ブッシュで遊びを確保する必要がある。第二ブッシュはφ8リーマ穴にし、第一、第三ブッシュは中繰りでφ8.07にした。圧入のため、外径はロッドの穴より0.01mmから0.02mm大きく仕上げる。ただし関節がくる第二ブッシュは、片方を圧入、片方をゆるみばめにする。どういうわけか第一ロッド側の穴が0.05mmくらい拡がっていたので、こちらをゆるみばめとして第二ロッド側へ圧入した。いずれもブッシュの先端1ミリ程度をマイナス公差に仕上げ、ロッドの穴に先端を入れ、万力で締めて圧入する。
ブッシュを作る直前に再び軸距を確認したところ、第二第三がやや長すぎるようである。穴拡大時に芯がずれたと思われるが、これをリカバーするため、第三ブッシュのみ偏心ブッシュとした。ちなみに某社のキットは、軸距がずれているという前提のもとで、パーツとして偏心ブッシュを送ってくるらしい。
【ロックタイト要注意】
できたロッドをクランクピンに入れてみると第二ブッシュが変に浮き上がる。スコヤで確認すると、第二クランクピンがわずかに外側に傾いていた! ピンを抜いて作り直すのは面倒なので、ピンと同径の穴を開けた角棒(ロッド加工治具そのもの)を使って万力で矯正した。
クランクピンは動輪にゆるみばめで接着したので、裏面から入れたロックネジの圧力で傾いたものと思われる。ロックタイトは便利だが、軸をゆるみばめにする必要があるので、このような問題が発生する。精度を重視する場合は圧入の方が良いだろう。ロックタイトと軽い圧入とを併用するという手もある。二度と分解しない覚悟があればそれでも良い。
【ロッドの固定】

 第三クランクピンへは自作のフランジ付きナットで固定する。第一クランクピンはナットだとクロスヘッドと干渉するので、フランジ付きピンを貫通させて裏からEリングで固定する。Eリング用の溝加工には、折れた帯鋸刃から自作した突っ切りバイトを使った。
第三クランクピンへは自作のフランジ付きナットで固定する。第一クランクピンはナットだとクロスヘッドと干渉するので、フランジ付きピンを貫通させて裏からEリングで固定する。Eリング用の溝加工には、折れた帯鋸刃から自作した突っ切りバイトを使った。
組み線路のS字カーブ上を転がして、スムーズに回ることを確認する。
(終)
前の月 次の月 目次