< Axlebox >
![]()
Cast gunmetal bars for the axleboxes.

After cleaning of two surfaces in the lathe,
the bar is bored, reamed and sawn to six
axleboxes.


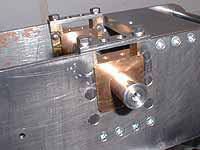
Jig to cut four surfaces of the axlebox symmetry.
A small square can be used to ensure true
angle. Slots on both sides are cut in the
same manner using each horn as a gauge.

The flanges should be slightly radiused so
as to allow the axleboxes to roll in the
borns. I did this operation by milling in
the rotary table. The same jig can be used
here again.
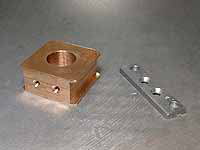
Finished axlebox and hornstay. Hornstay is
a short steel bar to close the horn. The
axleboxes have to slide "smoothly but
not sloppy" in the horn. In my opinion,
suitable gap is 0.02 to 0.05mm in each side.
| TOP | BACK | NEXT |