2020年9月 「ボイラー取り付け部品」

バックヘッドに付ける加減弁用のフランジは、表は鉛直になるが、裏はバックヘッドに応じて傾く。つまり、表と裏は平行になっていない。これを旋盤で加工するため、傾いたヤトイを用意した。以下、加工手順を示す。
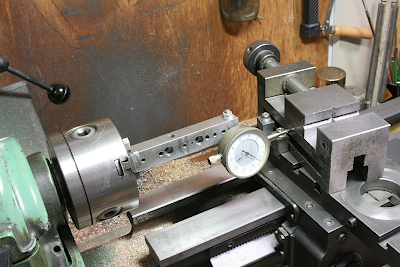
まず旋盤のベッドにバイスを斜めに固定するが、ダイヤルゲージを用いて、バックヘッドの傾きと正確に合わせる。
ここに、ヤトイとなる真鍮丸棒をチャックして、フライカッターで斜面を削り、さらに固定のためのネジ穴を開ける。これを短く切ったものがヤトイとなる。


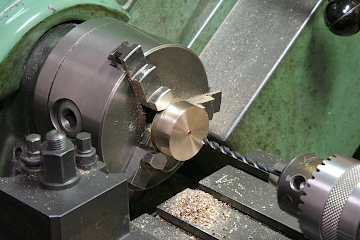
フランジの材料となる砲金の円盤を加工する。まず表のフランジ外径と正面を仮仕上げし、センターに穴を貫通する。これをさきほどのヤトイにねじ止めして、ハンダ付けで仮固定する。

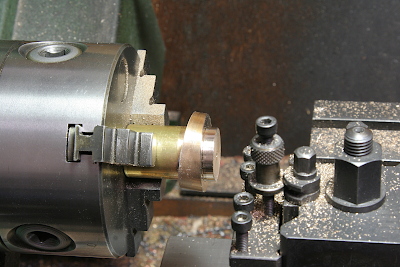
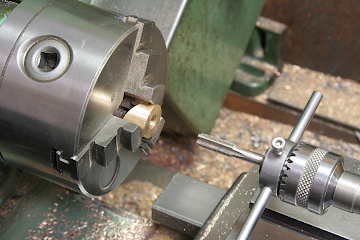
ヤトイを三爪チャックして、バックヘッドへの挿入部の段差加工をする。表面に対して斜めに加工される。
ハンダ付けを外して、表を仕上げる。ハンダ層を削り落とし、中央の穴を仕上げる。穴はフランジ面に垂直になる。
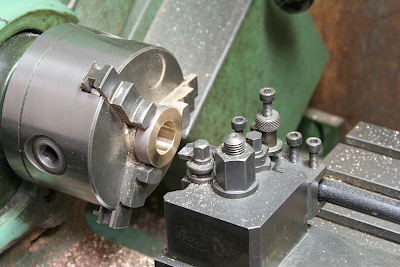
円周状にネジ穴を開けて完成。ここはいつものように、フライス盤のステージに固定してテコ式ダイヤルゲージで中心座標を出し、計算したXY座標でネジ穴開けをした。



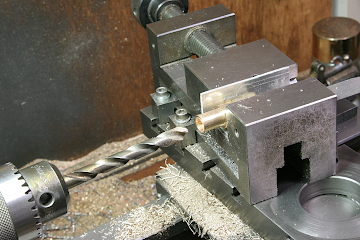
これは通風管用のブッシュで、内部で銅管を接続する穴が傾いている。傾きの角度はさきほどと同じ。
事前にバックヘッド挿入部だけ段差加工しておき、さきほど加減弁フランジ用にバイスを斜めにセットアップした時に、ここの穴開け加工も実施する。最後は三爪チャックで表面側の面とネジ穴を仕上げる。
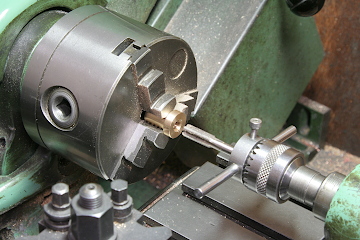

こちらは、ボイラー前端に付く逆弁用のブッシュである。缶胴の右側下部に水平に付くので、接合面は斜面で、ボイラー缶胴に沿う曲面となる。

材料の砲金丸棒の外周を仕上げ、旋盤主軸にフライカッターを取り付けて曲面を仕上げる。例によってツールポストごと四爪チャックして振りを稼いだ。
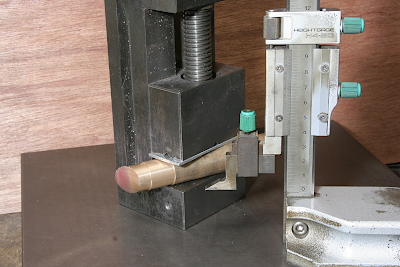
バイスから加工物を外す前に、ハイトゲージで断面と側面に基準となる十字線をけがいておく。
突っ切って正面とネジ穴を仕上げ、反転してアングルバイスに固定し、裏面に取り付けビス用の止まり穴を開ける。タップにねじ込んでいるナットは、タップの切り込み深さの目安である。


水面計用のブッシュは砲金丸棒から旋削したもので、特に変わったところはない。全てのブッシュのネジ穴の入口は、ネジ外径よりわずかに大きいドリルで、浅く座繰りを入れている。これはネジ根元の不完全部分を逃げるためだが、実際はロックナットで固定するので、必要ないのだった。圧力テストでプラグをねじ込む時には役に立つだろう。
バックヘッドにそれぞれのブッシュを入れると、このようになる。加減弁用のフランジは、ロウ付け中の落下防止のため、裏面から小ねじで固定した。


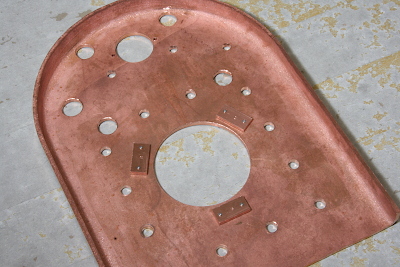
裏面の焚口周辺に、3枚の補強版を取り付ける。これは焚口扉をねじ止めするための補強である。ブッシュを銀ロウ付けする時に、いっしょに全面を付ける。
焚口は銅板を丸めて作る。曲げロールで曲げて、帯板で継いで銀ロウ付けをする。


両端を段差加工して仕上げる。変形防止のため木のヤトイを圧入してチャックした。内火室後板およびバックヘッドの焚口穴とのはめ合い確認をしながら仕上げた。

