2006年11月 「板バネその他」
C53は諸般の事情でなかなか工作が進まない。写真だけは多いが、工作内容はWILLIAMの1ヶ月分くらいしかないので、あまり期待せずに読んでいただきたい。
【フライス盤自動送り】

以前から欲しかった、フライス盤の自動送り機構を作った。速度は一定で、とりあえずはX軸だけの簡易的なものである。オリエンタルモーター製のACモーター(6W)を用い、ギアヘッドで10rpmに減速して、負荷側つまりXステージ軸に直結する。ありあわせの材料でフレームを作り、ステージ端部のブラケット固定穴を利用して取り付けた。スライド式のカップリングにより、モーターと主軸の接続、解放をワンタッチでできるようにした。
カップリングは、モーター側のスリーブに沿って自由に動くが、回転は溝とピンでスリーブに拘束されている。使わないときはカップリングをモーター側に退避させると、遮断機が下りてカップリングが左端で固定される(写真左)。このときX送り軸は完全にフリーとなり、反対側のハンドルを手で回して送ることができる。遮断機を上げると、バネの力でカップリングが負荷側に押しつけられ、そのままモーターを回すと、カップリング先端のノッチと、負荷側スリーブのピンがかみ合って、負荷側が回転を始める(写真右)。



非常停止ボタンを利用したリミットスイッチも設けた。見てのとおり、ステージが進むと鋼の帯板材がスイッチを押して電力を遮断するという単純な構造である。スイッチと帯板の位置、方向は好きなように変えることができる。停止位置の精度は悪いが、スイッチが作動してから数ミリは押ししろが残っているので、切削最終位置の少し手前で作動させ、最終位置までは手で送って仕上げることができる。
【バンドソー導入】

金属をノコで切るのは嫌いではないが、5インチ国鉄型ともなると人力にも限度があるので、バンドソー(帯鋸盤)を導入した。寿貿易の製品で、軽量簡易構造だが、切断能力は充分である。木を切るようなわけにはいかないが、手でギコギコやるよりはずっと早く切れる。ただし騒音はひどい。回転音そのものは静かだが、刃先に鋼材を当てるとキーンという耳をつんざく音を出し、続けていると難聴になりそう。夜の使用も無理である。
じつは、これを導入したのは木型作成中のことで、ケミカルウッドの切り出しに大いに活躍してくれた。ケミカルウッドはノコギリで簡単に切れるが、私の腕ではまっすぐに切ることができないので、材料の無駄が多くなる。バンドソーであれば水平垂直にきっちり切れるので、高価な材料を無駄にすることがない。
【主台枠矯正(成功)】

主台枠は反っている面を背中合わせにして使うが、それでも中央部に3ミリほど反りが残っていた。半径7.5メートル通過をめざして、車輪位置は厳しい設計をしているので、3ミリの反りは許されない。矯正を試みた。鉄のブロック2個を約1メートル離して置き、主台枠をそこに橋渡しし、中央部に体重をかけてみた。板は1センチほどしなるのだが、荷重を抜くと元に戻って全然矯正されていない。そこで下に厚さ9ミリの平鋼を敷き、平鋼と主台枠の間を、2.5トンの大型シャコ万で締め付けていくと、徐々に反りが矯正されていった。床にハイトゲージを置いて、締め込み量と反りの変化を測定しながら続け、中央部を約4センチ締めつけたところで、反りが1ミリ以内になった。これくらいでいいだろう。

反り(直線度)の測定には、1メートルの金尺のエッジを使っている。ホームセンターで買った汎用品だが、JIS1級で充分な精度があった。これを使って直線を引き、裏返して反対側のエッジを重ねると、ぴたりと一致する。金尺の幅も当然一定である。アルミ製のメーター尺も持っているが、使いものにならなかった。
【主台枠追加工】

設計を進めていくうち、当初設計した主台枠では不都合があることがわかり、何ヶ所か追加工の必要が生じた。写真は、シリンダーブロックが載る部分の幅を詰める加工をしているところ。ドリルの連続穴で切り離して、ヤスリとエンドミルで直線を仕上げたが、左右合計24ミリ厚の鋼板の加工は大変であった。

後台枠との接続部の座ぐり加工を行った。厚さ12ミリの半分の6ミリを削り取らなければならない。ラフカットエンドミルを使ったが、それでも時間がかかった。じつはここでの加工を少しでも楽にするために、フライス盤の自動送りを作ったのである。端部に逆Rの部分があり、エクセルで座標を計算して0.2ミリピッチでエンドミルを動かしながら加工した。
【主台枠矯正(失敗)】
軸箱用の切り欠きを仕上げる基準として、主台枠の上断面をエンドミルで矯正した(しようとした)。ほんの0.2ミリ程度を削ったのだが、削り終わって直線性を確認すると、弓なりに仕上がっている。ちゃんと固定したつもりなのにおかしいと思ってよく調べると、0.2ミリ削ったために残留応力が解放され、今度は縦方向に反ってしまったのである。前後を基準にして中央部が約1ミリ高くなっている。また同じ力わざで矯正しようとしたが、縦の反りはさすがに強力で、渾身の力でシャコ万を締めてもびくともしない。追加工で矯正しようとするとまた応力解放で変形してしまうだろう。もう矯正はあきらめて、部品固定位置を変えることで対応することにした(写真を残す精神的余裕なし)。
主台枠の材料はミガキ、すなわち残留応力が大きいことで有名な「冷間加工材」である。クロカワやサンアライのような「熱間加工材」を使っていればこんなことは起こらなかっただろう。まあ全長1メートル強の主台枠に1ミリの反りも許さないというのは、それ自体、無理があるのだが。
【板バネ作製】
下回りの加工で最もめんどうなのがこの板バネである。重ねる枚数は、先台車が17枚、動輪が14枚、従台車が15枚で、それぞれの長さもばらばら。枚数の合計は148枚にもなる。いちばん上の板(重なった3枚)は長方形だが、その下は頂点が大きく面取りされた八角形になっている。また、荷重を掛けたときに逆に反らないように、事前に曲げ加工をしておく必要がある。実機では鋼が使われているが、板バネの理論に従うと、そのままスケールダウンしたのではバネが強すぎる。英国のライブでは、りん青銅板にベークライト板を併用してバネを弱めたりしている。イコライザーがある日本型では、バネが強すぎてもあまり問題にはならない。とはいえ鋼だと加工が大変なので、りん青銅を用いることにした。
実機では、荷重をかけた状態で板バネ1枚分くらいの反りが残るようになっている。渡辺精一著「ライブスチーム」に記載されている板バネ計算方法に従って、反り量を計算した。予定の本体重量は約150kgで、これから軸下荷重を差し引くと約130kgとなる。実機の軸重比率に従って各軸に荷重を割り振り、無荷重での板バネの反りを計算する。
![]()
「広島スチール工業」に材料の加工を依頼した。厚さ1.5mmのりん青銅の定尺板(365x1200mm)を幅12mmの帯板にシャーリングし、半径650mmに曲げ加工をしてもらった。写真のような荷姿で入荷。これを必要長さに切って使う。テンダーまで含めると、ほぼ定尺1枚を使い切る計算である。ご存知のとおり、ここ1、2年で銅の地金相場が3倍近くも高騰している。おかげでライブ製作に必要な、銅、真鍮、砲金、りん青銅など、ことごとく値上がりしている。迷惑な話だが、まだまだ上がりそうな気配なので、待っていても仕方がない。

とにかく数が多いので、帯ノコで切断し、6枚ずつまとめて端部の加工をした。加工にはロータリーテーブルを用いた。円弧を削るわけではない。チャックをはずさずに加工物を45度回転させるために使ったのである。6枚をまとめて固定できる治具を作り、45度きざみに三方向からミリングし、八角形の形状を表現した。同じセッティングで、バネをまとめるための中央の穴を開け、続いて最上部の三枚の両端にリンク接続穴を開けた。治具を基準にしてセンタードリルで位置を出した。さらに四枚目にもリンクの軸が半分かかるので、エンドミルで端部に半円の切り欠きを入れた。

加工の終わった板バネ。ヤスリでバリを取り、サイズごとにまとめて紙で巻いておく。今回加工したのは機関車本体用だけで、テンダー用はまだ設計が終わってないのであとまわしにする。
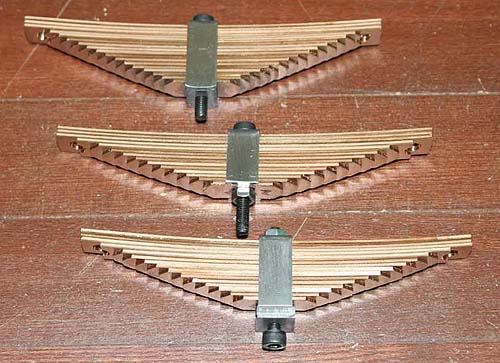
板バネのケースは2mmの鋼板をコの字に曲げて作った。これも事前にレーザ加工で帯板に切ってもらったもの。ガスバーナーで焼きなまして、人力で曲げる。厚さ12mmの平鋼を組み合わせた治具を作り(写真左)、L型に曲げた材料を、治具の穴(側面に見える長細いスロット)に差し込んで、全体を万力ではさんで二度目の曲げを行う(写真右)。完全なコの字にするためには、ハンマーでしつこく叩かなければならなかった。打痕が残るので、最初に曲げた傷のない面を表に向けて使う。治具の中央の穴は、別の治具の廃材から作ったためのなごりで、意味はない。


M5ネジを使って組み立てた状態。上から先台車用、動輪用、従台車用で、全部で10セットが必要となる。両端のリンクの穴は、3枚の板の下にいくほど大きくなっている。リンクの傾きを許容するためである。実物は、リンクの傾き方向だけに拡大された長穴となっている。
作ってから気づいたが、M5だと穴が大きすぎて中央部分の実効幅が半分程度になってしまう。せめてM4を使うべきだった。荷重をかけて折れ曲がることはないだろうが、中央部の弾性変形が大きくなる。ちなみに実物には中央の穴は開いておらず、凹凸を叩き出して嵌合で固定するようになっている。
【おまけ】

10月の「福知山ミニSLフェスタ」に参加した。昨年に続いて二回目の参加で、WILLIAM完成後の運転はこれでまだ四回目。一本松が自由に使用できない状態になったおかげで、WILLIAMを運転できる機会がほとんどない。ここまでで、完成後の延べ走行距離は約30kmとなる。長いようだが、ライブスチームは使い込めば500kmくらいは運転してしまうものなので、まだまだ実績が足りないということになる。家の勝手口の外に積み上げているウェルズ炭100kgは、全く減る気配がない。

11月は、「欠伸軽便鉄道」の運転会に参加した。著名なライブスチーマーの方々が多数参加され、若輩者の私はただただ恐れ入るばかりであった。しかし森博嗣先生宅のレイアウトはすばらしい。ディズニーランドのアトラクションに迷い込んだかのような、変化に富んだ庭園鉄道で、じつに楽しく遊ばせてもらった。運転させてもらっているのは、大阪の木内氏の自作シェイである。

さらにもうひとつ。模型ファンがこんな写真など見たくもないだろうということは知りつつも、工作が進まない言い訳として、このサイトにそぐわない写真を紹介したい。子供が幼稚園からもらってきたアメリカザリガニである。つがいでもらってきて、飼い殺す予定だったが、いきなり交尾を始めて(写真)、あげくにメスが産卵してしまったので、急きょ飼育環境を整えて本格飼育を始めた。水槽の水質が安定するまで1ヶ月はこれにかかりきりになった。
水槽立ち上げ約1週間後に排泄物のアンモニアを亜硝酸塩に分解するニトロソモナス属の細菌が増殖し、それから約1ヶ月で亜硝酸塩を硝酸塩に分解するニトロスピラ属の細菌が増殖する・・・などどいうマニアックな情報を、この1か月でかき集めたことは、言うまでもない。「ライブスチーマーの中で最もザリガニに詳しい男」になったかもしれない。ちなみに、産卵した卵は残念ながら、すべてメスの腹から落ちて死んでしまった。来春の繁殖に期待したい。
今回はもりだくさんだったでしょう? C53の進み具合は別として・・・